![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 39 (Nº 44) Año 2018. Pág. 29
Nathaly MARTÍNEZ Escobar 1; Juan Carlos OSORIO Gómez 2
Recibido: 14/05/2018 • Aprobado: 15/06/2018
RESUMEN: Definir el nivel de inventario de repuestos presenta mayor complejidad al compararse con otros inventarios, porque se requiere minimizar los costos asociados al mantenimiento y a los riesgos de no poseerlos. Se muestra la aplicación de una herramienta que considera la subjetividad de las evaluaciones cualitativas de riesgo en la gestión de Inventario de piezas de repuesto en una empresa manufacturera, donde se obtuvo buen desempeño en los resultados, al revisar lo planteado por el fabricante y expertos. |
ABSTRACT: Defining the inventory level of spare parts presents greater complexity when compared with other inventories, because it is necessary to minimize the costs associated with maintenance and the risks of not owning them. It shows the application of a tool that considers the subjectivity of qualitative risk assessments in the inventory management of spare parts in a manufacturing company, where the manufacturer and experts obtained good performance in the results, when reviewing what was raised. |

Las organizaciones en su ánimo de ser competitivas entregando al mercado productos y servicios con calidad a un buen costo en el momento indicado, establecen medidas a todo nivel para lograrlo; dentro de ellas se encuentran la implementación de técnicas de gestión, adopción de métodos que permitan disminuir la operatividad y los reprocesos, y la reducción de costos, esta última vista desde la optimización de los recursos con los que cuenta la organización.
Por su parte, la logística y la cadena de suministro se ha convertido en un factor clave para la administración de la organización, abarca todas las actividades relacionadas con el flujo y transformación de bienes, desde la etapa de materia prima hasta el usuario final, así como los flujos de información relacionados (Ballou, 2004). Uno de los temas más complejos es el control de inventarios; tener excesos de productos que no se venden y agotados de productos que más rotan (Vidal, 2010), lo cual podría generar grandes implicaciones monetarias. Así pues, la Gestión de inventario desde la perspectiva de una sola empresa, aún requiere resolver los desajustes entre la oferta y la demanda (Frankel, 2006). Por su parte se han desarrollado teorías sobre la gestión de inventario teniendo en cuenta el riesgo (Bharadwaj, 2010), proponiendo de esta forma el riesgo como mejora a la hora de tomar decisiones de inventario.
Durante las últimas décadas, la gestión de piezas de repuesto ha adquirido gran interés en la literatura. El tema abarca una amplia gama de áreas de investigación pertinentes, tales como el control de inventario, el mantenimiento y fiabilidad y la gestión de la cadena de suministro. Especialmente en el ámbito de las estrategias de almacenamiento, muchos modelos son desarrollados por los investigadores, respondiendo a las preguntas básicas: ¿qué valores? ¿Dónde almacenar? ¿Cuánto Presupuestar? Debido al carácter variable de los repuestos, la clasificación de la variedad total se presenta como la solución para adaptar las políticas de almacenamiento adecuadas a las diferentes clases de artículos (Molenaers, 2012). En la tabla 1, se presentan algunos autores y el campo de trabajo en la gestión de inventarios:
Clasificación de Inventario |
(Flores, Olson y Dorai, 1992), (Gajpal P., Ganesh L. y Rajendran C, 1994), (Guvenir H. A. y Erel E, 1998), (Partovi F. Y., Anandarajan M., 2002), (Ramanathan R, 2006), (Molenaers, 2012), (Torabi et al, ,2006). |
Gestión de inventarios de repuestos |
(Petrovic et al, 1990), (Gupta V., Rao T, 1996), (Wong H et al, 2006), (Constantino et al, 2013), (Godoy et al, 2014), (Zanjani et al, 2014). |
Política de control de inventario |
(Chang et al, 2005), (Wu Much-Cherng y Hsu Yang-Kang, 2008), (Syntetos A. A, Boylan J.E, 2010), (Wang, Wenbin, 2012). |
Subjetividad en los inventarios |
(Moore R., 1996), (Mandal y Maiti, 2014), (Rafie, Namin 2015). |
Se tienen entonces varios estudios sobre la determinación del cálculo del inventario de las piezas de repuesto, desde métodos que abordan un solo ítem en un solo criterio hasta teorías sofisticadas que integran varios ítems evaluados con varios criterios; en los que se resalta la importancia de continuar ahondando en el cálculo de inventario de piezas de repuesto para casos en donde la carencia de información histórica hace que la subjetividad sea de gran ayuda (Molenaers, 2012), (Botter René, Fortuin Leonard , 2000).
Texto Las piezas de repuesto son omnipresentes en las sociedades modernas. Su necesidad surge cada vez que un componente falla o requiere reemplazo. En algunos sectores, como la industria aeroespacial y de automoción, una muy amplia gama de piezas de mantenimiento se llevan a cabo en la acción, con importantes consecuencias para la disponibilidad y retención de inventario. Por tanto, su gestión es una tarea importante (Boylan, J. E. Syntetos A A, 2008). Así pues, las piezas de repuesto son aquellas piezas que se utilizan para reemplazar las piezas originales en las máquinas que ya han sido desgastadas o deterioradas debido al uso constante exigido por la producción. Es por ello que, las empresas cada vez más se han preocupado por tener en sus inventarios gran cantidad de piezas de repuesto, y también buscan definir políticas óptimas para los repuestos de equipos en las industrias, ya que se ha convertido en uno de los aspectos más importantes dentro de la gestión de mantenimiento (Gómez A. J., 2009).
Los inventarios de piezas de repuesto existen para servir a la necesidad de mantenimiento de elementos en la planta de operación (Wang, Wenbin, 2012).Los inventarios de piezas de repuesto no tienen una relación directa con el artículo dirigido al cliente, sino que se relaciona con la máquina o el equipo para su elaboración, por lo tanto el cliente no será su destino final. A pesar que los inventarios de piezas de repuesto difieren de los inventarios de producto en proceso y producto terminado, su variable de decisión es la misma, es decir el gerente de planta debe decidir la densidad óptima de población de piezas de repuesto, de manera que se minimicen los costos asociados a su mantenimiento y los del riesgo por no poseer dicho repuesto en inventario. Los costos relacionados con piezas de repuesto son del tipo de costo de penalidad por no tener los repuestos disponibles, el cual consiste por lo general en costos relacionados con el tiempo de inactividad prolongado para esperar los repuestos y los costos de emergencia incurridos para la adquisición de dichos repuestos. Al igual que mantener piezas de repuesto en cantidades excesivas conduce a grandes costos en los libros dados por los costos de mantener inventario (Wang, Wenbin, 2012).
Todas las empresas necesitan gestionar los riesgos. Casi siempre hay riesgos competitivos y recursos finitos disponibles para su gestión. En el contexto actual, existe una demanda de piezas de repuesto que necesita ser cumplida dentro de los recursos disponibles, el riesgo es el costo de no cumplir con la demanda y tener que cargar con los costos consecuentes, y el presupuesto asignado es el recurso financiero para gestionar este riesgo (Bharadwaj, 2010). De acuerdo a la recopilación realizada por (Bacchetti, Andrea y Nicola Saccani, 2012) varios aspectos concurren en la toma de la demanda y gestión de inventario de piezas de repuesto de un asunto complejo: el elevado número de partes (Cohen, Morris A, 2006); la presencia de los patrones de demanda intermitente o errática (Boylan et al 2010); la alta capacidad de respuesta necesaria debido al costo de tiempo de inactividad para los clientes (Murthy D N P. , 2004); y el riesgo de la obsolescencia (Cohen, Morris A, 2006). Es por ello que se busca caracterizar las piezas de repuesto con el ánimo de generar una priorización en donde la empresa pueda identificar en qué bienes debe invertir su presupuesto disponible.
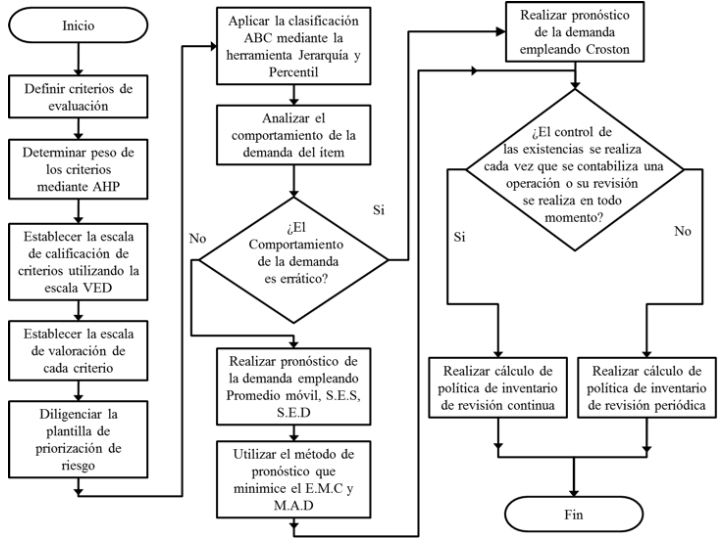
Se presenta en la figura 1 el diagrama de flujo de la propuesta metodológica desarrollada. Esta propuesta busca obtener la clasificación de los ítems de repuesto de tal forma que se puedan identificar aquellos que generen un mayor impacto por su ausencia, daño o tiempo de entrega.
Los pasos propuestos son: Se definen los criterios de evaluación que se tendrán en cuenta para cada ítem, posteriormente se determina la importancia (peso) que tiene cada criterio dentro de la evaluación de los ítems a través de la herramienta AHP (Taha, Hamdy A , 2012) y la opinión de los expertos. Se sigue con la definición de la escala de calificación de criterios, aplicando el enfoque VED (Vitales, Esenciales, Deseables); luego se plantea el uso de una plantilla de priorización de riesgo (creada a partir de la modificación de técnica AMFE (Análisis Modal de Fallos y Efectos) de la cual se obtiene un Número de Prioridad de Riesgo para cada ítem; se realiza la estratificación de los ítems mediante clasificación ABC (Vidal, 2010) (utilizando Excel la herramienta jerarquía y percentil); se determina el comportamiento de la demanda de los ítems y se realiza el pronóstico de la demanda, finalmente, teniendo en cuenta el tipo de control de inventario que la empresa tiene, se procede con el cálculo de la política de inventario.
Figura 1
Método propuesto, Fuente. Los Autores
La metodología fue aplicada en una empresa Colombiana, particularmente una planta Siderúrgica y específicamente en el área de Patio de Chatarra el cual es el responsable por la Gestión, Movimiento y Procesamiento de los insumos metálicos que van a ser suministrados a la acería para la fabricación del acero; el análisis se realiza a los repuestos asociados al equipo Fragmentadora “NewellShredder- Model XX104 TDB SUPER HEAVY DUTY” (Newell Industries Incorporated, S.F).
De acuerdo a (Madias, J., 2011) Las plantas de fragmentado se componen generalmente de: a) un rotor pesado que gira a alta velocidad para triturar la chatarra alimentada dentro del alojamiento del rotor; b) un sistema de limpieza del aire para extracción de polvo primaria y secundaria; c) equipos de separación; y d) una variedad de sistemas para dividir los materiales fragmentados en chatarra ferrosa, no ferrosa y los ya mencionados. Gracias a la naturaleza desintegradora de este tipo de equipos, se demanda una gran cantidad de repuestos y horas de mantenimiento, que en ocasiones son superiores al tiempo de operación.
Para la evaluación de los repuestos de la Fragmentadora, se siguieron los criterios de evaluación planteados (adaptados de (Molenaers, 2012)): Criticidad del Equipo, Probabilidad de fallo, Tiempo de Reposición, Número de proveedores potenciales, La disponibilidad de las especificaciones técnicas, Tipo de Mantenimiento. Con la colaboración de seis expertos se realizó la determinación del peso de los criterios utilizando la herramienta AHP (Saaty Tl, 1980); se verificó la consistencia de las matrices y se obtuvieron los resultados que se presentan en la tabla 2.
Tabla 2
Peso de los criterios
Criterios |
Prioridad |
Tiempo de reposición |
15,95% |
# Proveedores |
6,75% |
Disponibilidad de especificaciones técnicas |
8,43% |
Criticidad del equipo |
35,16% |
Tipo de mantenimiento |
14,34% |
Probabilidad de Falla |
19,37% |
TOTAL |
100% |
Con los resultados obtenidos anteriormente se procede a establecer la escala de valoración; para ello se identifica el criterio con menor participación y se define para los demás criterios el número de veces que está este criterio en el evaluado, en la tabla 3 se presentan los resultados.
Tabla 3
Equivalencia del criterio # de Proveedores en número de veces.
Criterio |
Número de veces |
Tiempo de reposición |
2,36 |
# Proveedores |
1,00 |
Disponibilidad de especificaciones técnicas |
1,25 |
Criticidad del equipo |
5,21 |
Tipo de mantenimiento |
2,12 |
Probabilidad de Falla |
2,87 |
Posteriormente se multiplica la participación por la escala, que para este caso se definió con valores de 1 a 3, para obtener la puntuación de cada criterio. En la tabla 4, se presentan los valores para 3 criterios.
De acuerdo a los valores, se tiene que el Número de prioridad de riesgo que puede obtener un ítem es de mínimo 93,8 y máximo 68404,8.
Tabla 4
Escala de valoración de criterios.
Tiempo de reposición |
# Proveedores |
Disponi. Especificaciones técnicas |
|||
RESULTADO |
Valor |
RESULTADO |
Valor |
RESULTADO |
Valor |
> 2 meses |
7,09 |
Sólo 1 proveedor |
3 |
No disponible |
3,75 |
> 8 días y ≤2 meses |
4,73 |
Proveedores> 1 y ≤3 |
2 |
Especificaciones generales disponibles |
2,50 |
≤8 días |
2,36 |
> 3 proveedores |
1 |
Las especificaciones detalladas disponibles |
1,25 |
PESO TOTAL |
16% |
PESO TOTAL |
7% |
PESO TOTAL |
8% |
Con la colaboración del personal de mantenimiento, se procede a diligenciar la plantilla de priorización de riesgo para un total de 219 ítems. Para cada ítem se despliega una lista con los criterios y su respectiva escala, de manera interna cada opción seleccionada tiene su valoración, para obtener el NPR. Se presentan algunos de los resultados obtenidos en la Tabla 5:
Tabla 5
Ejemplo del Cálculo de NPR
# |
CRITERIOS DE EVALUACIÓN |
NPR |
|||||
Tiempo de reposición |
# Proveed. |
Disponibilidad especificaciones técnicas |
Criticidad |
Probabi. de Falla |
Tipo de Mtto |
No. Prioridad de riesgo |
|
1 |
> 2 meses |
Sólo 1 proveedor |
No disponible |
A |
>=1 por 3 años y <1 por año |
Correctivo |
45603 |
2 |
> 2 meses |
Proveedores> 1 y ≤3 |
Especificaciones generales disponibles |
A |
≥1 por año |
Preventivo |
20268 |
3 |
> 2 meses |
Sólo 1 proveedor |
Especificaciones generales disponibles |
B |
>=1 por 3 años y <1 por año |
Preventivo |
13512 |
4 |
> 8 días y ≤2 meses |
Proveedores> 1 y ≤3 |
Las especificaciones detalladas disponibles |
B |
>=1 por 3 años y <1 por año |
Correctivo |
4504 |
5 |
≤8 días |
> 3 proveedores |
No disponible |
C |
>=1 por 3 años y <1 por año |
Correctivo |
1689 |
La clasificación ABC toma como base el resultado de los NPR para determinar la importancia de los repuestos, por tanto se realiza el ordenamiento de forma descendente de acuerdo al resultado obtenido en el NPR y se procede con la aplicación de la herramienta Jerarquía y Percentil (Excel TM). Se establece que los ítems tipo A, son los que tienen su porcentaje comprendido entre el 80%-100%, los ítems tipo B en el 50%-80% y los tipo c son los menores de 50%. Los resultados obtenidos son los siguientes: Ítems A: 17% (38 Sku), Ítems B: 32% (70 Sku) y para los Ítems C: 51% (111 Sku).
Para el último año, se cuenta con 24 ítems de la fragmentadora registrados en el software de gestión (equivalente a un 10.95%), entre los cuales se encuentran ítems en su mayoría, sin movimientos de inventario, otros con aparente stock en el sistema pero no en físico, con lo cual no se puede establecer una base clara para la definición de comportamientos de la demanda de los ítems, es por ello que se procede a seleccionar 3 ítems por cada categoría y establecer el valor de la demanda teniendo en cuenta la información registrada en la bitácora de mantenimiento. Se procede a realizar el pronóstico de demanda empleando el método de Croston para los ítems de comportamiento errático. Se presenta análisis solo para los ítems tipo A y B.
Debido a la situación actual en donde no se tiene sistematización para llevar el control del inventario, se trabaja con un sistema de control de inventario de revisión periódica. Con la información suministrada por la empresa se proceden a realizar los cálculos los cuales se muestran en la figura 2, esta información será vital para la planeación de recursos de la organización, aportando a la disminución de pérdida de tiempos por consecución de recursos, paros de producción por ausencia de repuestos y destinación correcta de presupuesto para la compra de repuestos que lo requieran.
Figura 2
Cálculo de la política de inventario

El método propuesto presenta un buen desempeño en sus resultados, al realizar una comparación con lo planteado por el fabricante, mantiene las prioridades para ítems vitales en el funcionamiento del equipo; adicionalmente, plantea una propuesta innovadora a la hora de capturar la opinión de un grupo de expertos cuando no se tiene información histórica y donde la subjetividad es un ingreso valioso.
Para priorizar cada repuesto el método propuesto cuenta con criterios que enmarcan las condiciones de riesgos, considerando desde varios aspectos la jerarquización de cada uno de ellos, logrando identificar 6: Tiempo de reposición, # Proveedores, Disponibilidad de especificaciones técnicas, Criticidad, Probabilidad de Falla, tipo de mantenimiento para la detección.
Bacchetti, A., & Saccani, N. (2012). Spare parts classification and demand forecasting for stock control: Investigating the gap between research and practice. Omega, 40(6), 722-737.
Ballou, R. H. (2004). Logística: Administración de la cadena de suministro. Pearson Educación.
Bharadwaj, U (2010). Risk Based Optimization of Spares Inventory Management. (Tesis de Doctorado inédita). Universidad de Loughborough, Leicestershire, Inglaterra. 84:129–38.
Botter, R., & Fortuin, L. (2000). Stocking strategy for service parts–a case study. International Journal of Operations & Production Management, 20(6), 656-674.
Boylan, J. E. Syntetos A A.(2008)Forecasting for inventory management of service parts. Complex System Maintenance Handbook, Capítulo 20, En: Springer Series in Reliability Engineering, 479-506.
Boylan, J. E., & Syntetos, A. A. (2010). Spare parts management: a review of forecasting research and extensions. IMA journal of management mathematics, 21(3), 227-237.
Cohen, M. A., Agrawal, N., & Agrawal, V. (2006). Winning in the aftermarket. Harvard business review, 84(5), 129.
Costantino, F., Di Gravio, G., & Tronci, M. (2013). Multi-echelon, multi-indenture spare parts inventory control subject to system availability and budget constraints. Reliability Engineering & System Safety, 119, 95-101.
Chang, P. L., Chou, Y. C., & Huang, M. G. (2005). A (r, r, Q) inventory model for spare parts involving equipment criticality. International Journal of Production Economics, 97(1), 66-74.
Flores, B. E., Olson, D. L., & Dorai, V. K. (1992). Management of multicriteria inventory classification. Mathematical and Computer modelling, 16(12), 71-82.
Frankel, R. (2006). The role and relevance of refocused inventory: Supply chain management solutions. Business Horizons, 49(4), 275-286.
Gajpal, P. P., Ganesh, L. S., & Rajendran, C. (1994). Criticality analysis of spare parts using the analytic hierarchy process. International Journal of Production Economics, 35(1-3), 293-297.
Godoy, D. R., Pascual, R., & Knights, P. (2014). A decision-making framework to integrate maintenance contract conditions with critical spares management. Reliability Engineering & System Safety, 131, 102-108.
Gómez Márquez, A. J. (2009). Modelo para optimizar políticas de inventario de repuestos basados en los conceptos de riesgo y confiabilidad de equipos (Master's thesis, Maestría en Ingeniería Industrial).
Gupta, U. C., & Rao, T. S. (1996). On the M/G/1 machine interference model with spares. European Journal of Operational Research, 89(1), 164-171.
Guvenir, H. A., & Erel, E. (1998). Multicriteria inventory classification using a genetic algorithm. European journal of operational research, 105(1), 29-37.
Madías, J. (2011). Procesamiento de chatarra para acerías. Acero Latinoamericano, 48-56
Mandal, S., & Maiti, J. (2014). Risk analysis using FMEA: Fuzzy similarity value and possibility theory based approach. Expert Systems with Applications, 41(7), 3527-3537.
Molenaers, A., Baets, H., Pintelon, L., & Waeyenbergh, G. (2012). Criticality classification of spare parts: A case study. International Journal of Production Economics, 140(2), 570-578.
Moore, R. (1996). Establishing an inventory management program. Plant Engineering, 50(3), 113-117.
Murthy, D. N. P., Solem, O., & Roren, T. (2004). Product warranty logistics: Issues and challenges. European Journal of Operational Research, 156(1), 110-126.
Newell Industries Incorporated (S.F), Newell Shredder- Model XX104 TDB SUPER HEAVY DUTY, Manual.
Partovi, F. Y., & Anandarajan, M. (2002). Classifying inventory using an artificial neural network approach. Computers & Industrial Engineering, 41(4), 389-404.
Petrov́ić, D., Petrović, R., Senborn, A., & Vujos̆ević, M. (1990). A microcomputer expert system for advising on stocks in spare parts inventory systems. Engineering Costs and Production Economics, 19(1-3), 365-370.
Rafie, M., & Namin, F. S. (2015). Prediction of subsidence risk by FMEA using artificial neural network and fuzzy inference system. International Journal of Mining Science and Technology, 25(4), 655-663.
Ramanathan, R. (2006). ABC inventory classification with multiple-criteria using weighted linear optimization. Computers & Operations Research, 33(3), 695-700.
Saaty, T. L. (1980). The analytic hierarchy process New York. Nachhaltigkeit im Einkauf von Logistikdienstleistungen, 137.
Syntetos, A. A., & Boylan, J. E. (2001). On the bias of intermittent demand estimates. International journal of production economics, 71(1-3), 457-466.
Taha, Hamdy A.( 2012)Investigación de operaciones, novena edición, Universidad de Arkansas.
Torabi, S. A., Hatefi, S. M., & Pay, B. S. (2012). ABC inventory classification in the presence of both quantitative and qualitative criteria. Computers & Industrial Engineering, 63(2), 530-537.
Vidal, C. J. (2010). Fundamentos de control y gestión de inventarios. Programa Editorial Universidad del Valle..
Wang, W. (2012). A stochastic model for joint spare parts inventory and planned maintenance optimisation. European Journal of Operational Research, 216(1), 127-139.
Wong, H., van Houtum, G. J., Cattrysse, D., & Van Oudheusden, D. (2006). Multi-item spare parts systems with lateral transshipments and waiting time constraints. European Journal of Operational Research, 171(3), 1071-1093.
Wu, M. C., & Hsu, Y. K. (2008). Design of BOM configuration for reducing spare parts logistic costs. Expert Systems with Applications, 34(4), 2417-2423.
Zanjani, M. K., & Nourelfath, M. (2014). Integrated spare parts logistics and operations planning for maintenance service providers. International Journal of Production Economics, 158, 44-53.
1. Magíster en Ingeniería, Docente en Universidad Santiago de Cali, Facultad de Ingeniería, Departamento Gestión de Tecnología, Ingeniería de Operaciones y Medio Ambiente, Santiago de Cali, Colombia. nathaly.martinez00@usc.edu.co
2. Magíster en Ingeniería, Docente Universidad del Valle, Escuela de Ingeniería Industrial, Santiago de Cali, Colombia. juan.osorio@correounivalle.edu.co