![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 39 (Nº 16) Año 2018 • Pág. 24
Jacipt Alexander RAMÓN Valencia 1; Said SAAVEDRA Rincón 2; Oscar O. PORRAS 3; Sandra Carolina BERMÚDEZ 4; Jordi Rafael PALACIOS Gonzalez 5
Recibido: 20/12/2017 • Aprobado: 20/01/2018
RESUMEN: En el presente trabajo, para la obtención de biodiesel, se empleó aceite y semillas de J. curcas, utilizando catalizadores heterogéneos y homogéneos, así como la técnica de transesterificación in situ (extracción reactiva) y transesterificación in situ asistida por ultrasonido. Para ello se estableció el método de superficie de respuesta, según el cual se realizó el estudio cinético en la condición de reacción óptima obteniendo valores de rendimiento de 95,8 y 96% evaluando el contenido de Metilésteres de ácidos grasos, determinando las variables más influyentes del proceso. Aunque el porcentaje de rendimiento es alto la importancia de este ensayo radica en el diseño, el cual permitirá hacer ajustes bajo otras condiciones en nuevos experimentos. |
ABSTRACT: In the present work, J. curcas oil and seeds were used, using heterogeneous and homogeneous catalysts, as well as the in situ transesterification technique (reactive extraction) and in situ assisted transesterification by ultrasound, for which the response surface method was established. , according to which the kinetic study was carried out in the optimal reaction condition obtaining yield values of 95.8 and 96% evaluating the content of fatty acid methyl esters, determining the most influential variables of the process. Although the percentage of yield is high, the importance of this test lies in the design, which will allow adjustment under other conditions in new experiments. |

El potencial de los biocombustibles como respuesta alternativa a la creciente demanda energética mundial, aumento del consumo de combustibles fósiles y el agotamiento de las reservas de petróleo, se presenta como un camino transitorio a mediano plazo en el desarrollo de tecnologías de producción energéticas tendientes a las cero emisiones y de carácter renovable, con un alto atractivo para ambientalistas, industriales y científicos, quienes en muchos casos se ven atraídos por la oportunidad de generar conocimiento, crear nuevas y modernas industrias, o mitigar la contaminación del medio ambiente y atenuar los detrimentos mercantiles ocasionados por alteraciones climáticas antropogénicas.
En este sentido Akorede, manifiesta que la producción y utilización de combustibles derivados del petróleo no son renovables y encabezan la lista de actividades responsables de generar los principales GEI. Además de lo anterior, Bajaj et ál (2009) pone en manifiesto que el precio de los petrocombustibles se ha incrementado en los últimos años; por lo tanto, cada día el interés por energías alternativas y renovables ha crecido.
Asimismo Colombia (2008) ha incursionado en la investigación, desarrollo e implementación de los Biocombustibles, como una de las medidas para disminuir principalmente la generación de GEI, la dependencia de petróleo, diversificar la producción agropecuaria y conquistar nuevos mercados, es así como Fedebiocombustibles (2014) los define sucintamente como combustibles biodegradables generados a partir de especies vegetales ricas en carbohidratos y lípidos de origen de especies vegetales y animal; que por procesos industriales son convertidas en bioetanol y biodiesel respectivamente.
En cuanto a los materias primas vegetales empleadas Balat (2010) y Perdomo et. ál (2013), enuncian que el biodiesel sintetizado a partir de aceites vegetales no comestibles, se ha obtenido principalmente de especies oleaginosas que incluyen Jatrofa Jatropha curcas, karanja Pongamia pinnata, las semillas de tabaco Nicotiana tabacum L., salvado de arroz, mahua Madhuca indica, el neem Azadirachta indica, árbol de caucho Hevea brasiliensis, las semillas de lino, árbol de ricino o higuerilla Ricinus communis L., entre otras. De las cuales una de las que más se ha venido investigado es la Jatropha curcas L. una especie vegetal que Achten et ál describen como un arbusto grande perteneciente a la familia Euphorbiaceae, nativo de México pero ampliamente distribuida en las zonas tropicales del mundo, que inicia su producción a partir de los dos años de haberse establecido y que hoy día ha despertado el interés de investigadores debido a sus aplicaciones versátiles, tolerancia a periodos de sequía, bajos costos de mantenimiento del cultivo, bajos requerimientos nutricionales, recicla el 100% de las emisiones de CO2 que se emiten en combustión del biodiesel, produce un aceite no comestible de carácter toxico; es decir, un cultivo potencial para la explotación en Colombia si se tiene en cuenta que el Ministerio de Agricultura de Colombia (2008), manifiesta la existencia de una desproporción en el uso de las tierras, dado que los terrenos disponibles para la explotación forestal, son usados parcialmente y las tierras con potencial agrícola alcanzan las 21.5 millones de Hectáreas, de las cuales únicamente se utilizan 4,2 millones, quedando cerca de 17.3 millones de Hectáreas potenciales para la explotación del cultivo de Jatropha curcas L.
En lo que refiere al sector productivo en la actualidad también existe preocupación por los catalizadores que se emplean en la transesterificación de aceites vegetales, en presencia generalmente de catalizadores como hidróxidos de sodio NaOH, hidróxido de potasio KOH, con los cuales se obtienen las mayores velocidades de reacción; sin embargo, ésta catálisis se ve seriamente afectada cuando el aceite presenta trazas de agua y AGL, con lo cual genera reacciones indeseadas de saponificación que afectan directamente la separación de la glicerina la cual se obtiene como una solución acuosa con una pureza relativamente baja; y en cuanto a la separación del catalizador, independientemente de la calidad del aceite, éste se obtiene mediante neutralización en soluciones acuosas, generando aguas residuales contaminantes.
La posibilidad de generar combustibles a partir del aprovechamiento de los aceites vegetales (Semillas de Jatropha curcas L.), se ha usado para manejar aspectos de impacto ambiental y darle sustentabilidad a estos procesos, a partir de esto se realizó la evaluación del proceso de obtención de metilésteres de ácidos grasos por transesterificación convencional e in-situ, donde encontramos que este método experimental generaría tiempos extensos en sus reacciones si se usaran las mismas condiciones que en el proceso convencional, puesto que no se hace una extracción previa del aceite, lo que conlleva a que se utilicen mayores cantidades de reactivos como catalizadores y alcoholes para su adecuado procedimiento.
No obstante, la transesterificación In-situ es uno de los métodos que tienen algunas ventajas sobre transesterificación directa, en comparación la transesterificación In-situ resultaría más rápida debido a que la extracción del aceite y la conversión de biodiesel se llevaría a cabo en un solo paso.
En cuanto a la aplicación del ultrasonido para mejorar las reacciones asistentes en dicho proceso, hace que se presenten investigaciones evolutivas donde se han encontrado óptimos y eficientes resultados. Además la aplicación del ultrasonido en el proceso de transesterificación in-situ hace que pueda correr en línea en lugar de utilizar el lento método de procesamiento por lotes.
Esta técnica del ultrasonido se ha usado para manejar aspectos de impacto ambiental, incluyendo en esta labor además de la tecnología, la ingeniera pura y otras disciplinas que de manera transversal trabajan para hacer eficiente y confiable estos desarrollos. Se ha comparado la producción de biodiesel de aceite de Jatropha Curcas L. por agitación mecánica y ultrasonidos y se ha demostrado que el tiempo necesario para la producción de biodiesel puede reducirse mediante el uso de ultrasonido.
A continuación en la figura 1 se relacionan las etapas en las cuales se desarrolló el trabajo experimental del presente ensayo. Posteriormente se realizará una breve descripción de los métodos a escala de laboratorio.
Figura 1
Etapas del trabajo experimental a escala de laboratorio
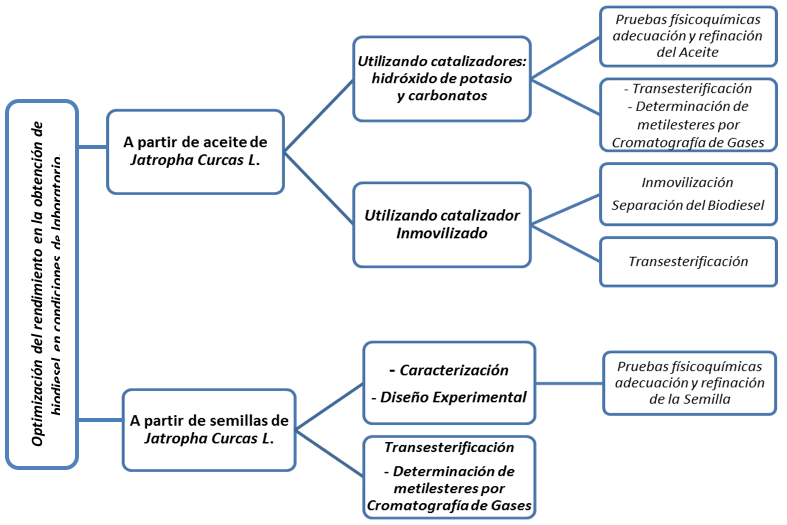
Fuente: Elaborado por el autor, 2017
Recepción del aceite de Jatropha Curcas y refinación. La materia prima objeto de esta investigación fue adquirida con la empresa Colbio S.A. La refinación del aceite de Jatropha curcas L., se realizó teniendo en cuenta las etapas de acidificación o desgomado, neutralización, lavado y secado de acuerdo a metodologías establecidas por Ángel Fernando Espinal Méndez y Kuan-Ting Liu et al, y NTC 218. Asimismo se determinaron parámetros fisicoquímicos tales como: Índice de humedad (NTC 287). Índice de acidez (NTC 218). Índice de yodo (NTC 283). Densidad (NTC 336). Índice de refracción (NTC 289) pH mediante método analítico.
Para determinar el diseño experimental se estableció el método de superficie de respuesta, considerando variables tales como: temperatura, relación molar aceite- alcohol, tiempo, Concentración Catalizador (%), Velocidad de agitación (rpm). Los datos obtenidos se analizaron mediante Software comercial (STATGRAPHICS Centurion XV.v. 16.1.15.). Para la variable en evaluada, se calcularon los datos con su respectiva desviación estándar. Los valores medio y los cuantitativos se compararon mediante análisis de varianza (ANOVA) con diseño completamente al azar, utilizando la mínima diferencia significativa α= 0,05 para prueba Durbin-Watson (DW).
2.1.1 Montaje experimental para la transesterificación. La transesterificación se llevó a cabo en un matraz fondo plano de boquilla esmerilada, con capacidad para 250 ml, dispuesto sobre un Agitador Magnético con Calentamiento y sonda para control de temperatura Modelo MSH-20D WiseStir; el intercambiador de calor fue alimentado con agua desde un equipo de circulación refrigerado tipo chiller marca PolyScience, el cual mantuvo a 15°C ±1 la temperatura el refrigerante. Una ilustración acerca del montaje se observa a continuación en la figura 2.
Figura 2
Montaje experimental para la transesterificacion
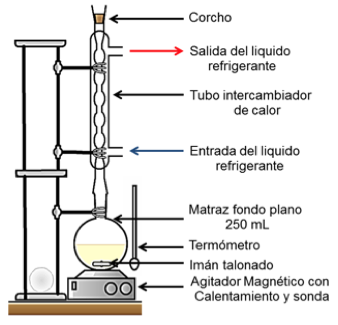
Fuente: Autores, 2017
Previamente a la reacción se mezcló el etanol y la cantidad de catalizador (Hidróxido de potasio) hasta que éste se disolvió completamente en el alcohol (solución alcalina). Las variables del proceso como temperatura y velocidad de agitación fueron establecidas de acuerdo al diseño de experimentos; una vez alcanzadas éstas, se cronometró el tiempo de reacción.
Una vez transcurrido el tiempo de reacción, se inhibió la transferencia de calor y se anuló la velocidad de agitación; además, se dejó reposar el sistema por 5 minutos y se pasó la mezcla reaccionante por un equipo de roto-evaporación, con el fin de recuperar la cantidad de alcohol que pudiese haber quedado sin reaccionar.
Posteriormente, la mezcla se llevó a un embudo de separación y se dejó reposar por 12 horas para evidenciar la separación del biodiesel, catalizador y glicerina. El biodiesel proveniente de esta separación se sometió a lavados sucesivos en embudo de separación, con agua acida a una temperatura de 80°c y una agitación suave con el fin de no generar emulsión. Por último el biodiesel se sometió a un secado suave en horno, para evaluar la cantidad de esteres formados, mediante cromatografía de gases, teniendo en cuenta la norma europea EN 14103.
2.1.2. Determinación de rendimiento de metilésteres por cromatografía gaseosa. El contenido de Metilésteres de las muestras obtenidas de biodiésel fue estimado según la norma europea EN 14103.
2.2.1. Inmovilización del catalizador. A continuación en la figura 3, se relacionan las etapas en las cuales se realizó la inmovilización del catalizador.
Figura 3
Etapas proceso de inmovilización del catalizador
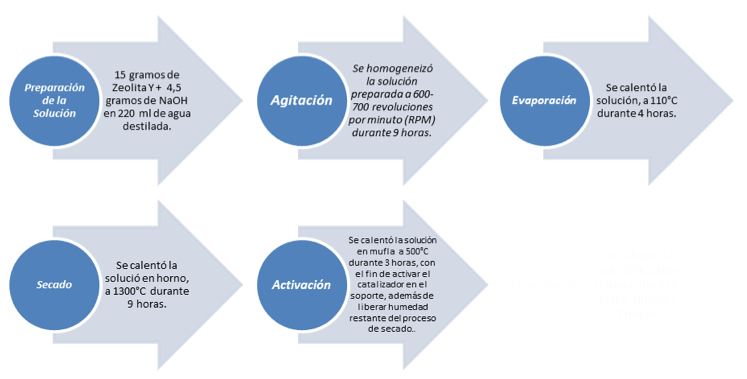
Fuente: Autor, 2017
2.2.2. Transesterificación con catalizador inmovilizado. El montaje experimental de transesterificacion se realizó según se muestra en la figura 2. Como materia prima se usó el aceite de Jatropha curcas previamente refinado, omo solvente se utilizó el etanol y como catalizador el hidróxido de sodio inmovilizado en la zeolita Y. Este último fue empaquetado en la columna de vidrio, con el fin de permitir el paso del etanol hacia el balón aforado en el cual se efectuó la reacción. El proceso estuvo conectado a un chiller con el fin de mantener el sistema refrigerado. Esta reacción se llevó a cabo bajo las condiciones del diseño experimental.
2.2.3. Separación del biodiesel. Posterior al proceso de transesterificacion, se obtuvo el biodiesel. Sin embargo, este último debe pasar por una serie de procesos con el fin de remover las impurezas y obtener un biodiesel listo para caracterizar.
2.3.1. Caracterización fisicoquímica. Para determinar la cantidad de aceite presente en la semilla seleccionada se hizo una extracción soxhlet usando n-hexano, se trituraron 60 gramos de semilla y se secaron a 105ºC durante dos horas para eliminar la humedad presente en ésta, se emplearon 360 ml de n-hexano y se sometió al soxhlet durante aproximadamente 6 horas.
El índice de acidez del aceite extraído de las semillas por extracción soxhlet se determinó mediante la norma UNE EN ISO 660. Adicionalmente se determinó el índice de yodo, la humedad, el pH, la densidad e índice de refracción bajos las normas NTC respectivamente.
2.3.2. Diseño experimental. Se empleó la metodología de superficie de respuesta, comprendiendo un diseño central compuesto, estudiando de este modo los efectos de la temperatura de reacción, la concentración del catalizador, el tamaño de partícula, velocidad de agitación, el tiempo de reacción y la relación molar metanol: semilla, en este caso llamados factores, sobre el rendimiento del biodiesel, estipulado como variable de respuesta.
Se obtuvo un diseño con 46 experimentos y para asegurarla reproducibilidad de cada uno se decidió hacer una réplica de cada uno de ellos.
2.3.3. Adecuación de la semilla. Las semillas de Jatropha Curcas L; fueron proporcionadas por la empresa Colombiana de Biocombustibles (COLBIO), Medellín-Colombia. Se almacenaron en la oscuridad en recipientes herméticos para evitar la foto oxidación, así como para minimizar la absorción de humedad. La totalidad de la semilla entera de Jatropha fue utilizada en este experimento. A continuación en la figura 4 se muestra la secuencia experimental en la Adecuación de la semilla de Jatropha curcas L.
Figura 4
Secuencia experimental en la Adecuación de la semilla de Jatropha curcas L.
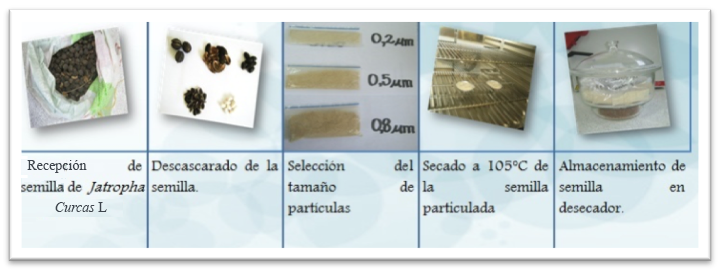
Fuente: Autor, 2017
Las semillas tuvieron un proceso de limpieza y descascarillado, luego se realizó una breve clasificación entre las semillas maduras y las semillas secas, estas fueron pesadas en una balanza analítica. Posteriormente se procedió al descascarillado donde se separó de forma manual la cascara del grano. (Jaliliannosrati, 20139.
Después de haberse realizado la adecuación de las semillas, se procedió a eliminar la humedad contenida en estas, “este proceso de secado tuvo un tiempo aproximado de 12 horas a una temperatura de 105°C, donde al finalizar se comprobó que las partículas presentaran máximo 5% de humedad.
Finalizado el proceso de eliminación de humedad, las semillas fueron trituradas en una picadora manual (OSTER) para reducir el tamaño de la partícula. Para este procedimiento se utilizaron 120g de semilla con un periodo de 15 pulsaciones por cada molienda. Por consiguiente se realizó el tamizado, para esto se utilizó un tamizador por vibración, con el fin de separar las semillas Trituradas o fraccionadas en 4 diferentes tamaños 1µm, 0,8 µm, 0,5 µm y 0,2 µm. Estas semillas fueron puestas en un desecador de pan y secadas en un horno desecado a 105°C durante una hora.
2.3.4. Transesterificación in situ a partir de semillas de Jatropha Curcas L. En cada experimento, se utilizaron 20 g de semillas de Jatropha trituradas y previamente secadas a 105 °C. Se hizo reaccionar las semillas con el etanol, en el cual se disolvió la cantidad establecida de NaOH en un balón de 250 ml. Las condiciones de relación semilla: alcohol, concentración de catalizador, tiempo de reacción, tamaño de partícula, temperatura y velocidad de agitación se establecieron de acuerdo al diseño experimental
La muestra se hizo reaccionar en una plancha de calentamiento con agitación magnética durante 2 horas a una velocidad de mezclado de 500 rpm aproximadamente.
2.3.5. Obtención de biodiésel de Jatropha Curcas L. Al finalizar el tiempo de reacción, la mezcla se dejó decantar durante 12 horas (para garantizar la separación de fases). Al día siguiente se filtró con bomba de vacío utilizando un embudo Buchner para separar la torta de las semillas de Jatropha de la mezcla líquida (Biodiésel, glicerina, catalizador y alcohol). Se registró el peso residual de la torta. Seguidamente la mezcla líquida se roto evaporo a 450 mbar y 70 °C para recuperar el metanol que no reacciono. Se pesó la mezcla biodiésel y glicerina, para separar la glicerina (fase inferior) del biodiesel (fase superior) se usó un embudo de decantación y se pesó la glicerina obtenida.
A continuación se lavó el biodiesel con agua acidulada (agua destilada y HCl) a 65 °C, para retirar el catalizador y demás impurezas, para ello se aplicaron 3 lavados. Finalmente el biodiesel fue secado en un horno a 30 °C durante 3 horas para luego enfriarlo a temperatura ambiente en un desecador y pesarlo. Se almaceno en frascos de vidrio color ámbar para su posterior análisis y determinación del % de metilésteres FAME).
Se determinó el rendimiento de cada una de las muestras obtenidas por medio de la cantidad de biodiesel obtenido con respecto a la cantidad de aceite contenida en la semilla implementada en la reacción.
Para realizar el proceso de transesterificación in situ asistida por ultrasonido se aplicaron los mismos parámetros contemplados en los numerales 2.31 y 2.3.2.
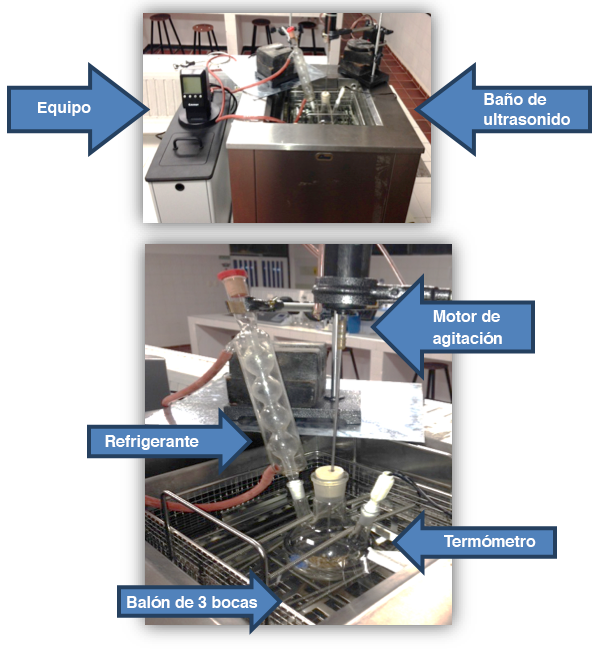
2.4.1. Transesterificación in-situ asistida por ultrasonido a partir de semilla de Jatropha curcas L.La transesterificación in-situ asistida por ultrasonido de las semillas de Jatropha Curcas L., se llevó a cabo en un reactor discontinuo, el cual se puede observar en la figura 5. El montaje que consta de los siguientes equipos: un baño de ultrasonido, un sistema de refrigeración (refrigerante y un equipo Schiller), un motor de agitación mecánica conectado a un controlador de RPM, un termómetro y un balón de 3 bocas de 500 ml.
Previamente a la reacción se mezcló el etanol y la cantidad de catalizador establecida a cada una de las pruebas hasta que éste se disolvió completamente en el alcohol (solución alcalina), posteriormente se adicionó alrededor de 20 gramos de semilla según el tamaño de partícula ajustado en el diseño y secadas previamente a 105ºC durante dos horas para retirar la humedad. Se introdujo el reactor en el baño de ultrasonido y se acondicionaron las variables restantes según esta ajustado el diseño. Las relaciones de temperatura, velocidad de agitación, tamaño de partícula, tiempo de reacción, concentración de catalizador y relación molar fueron establecidas previamente en el diseño de experimentos.
Figura 5
Montaje de Transesterificación in-situ asistida por ultrasonido
Fuente: Autor, 2017
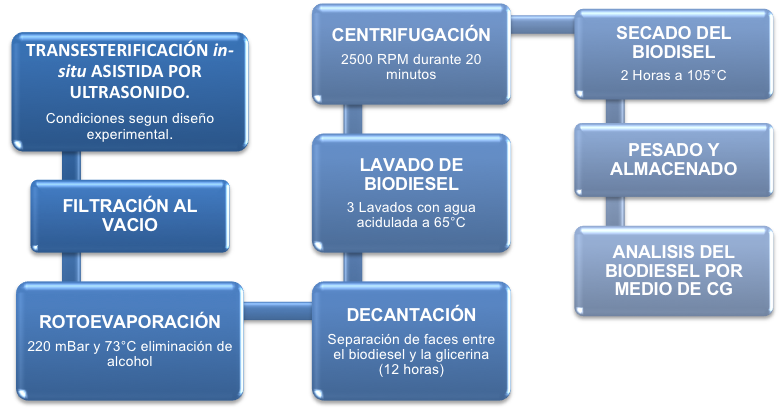
A continuación en la figura 6 se muestra la secuencia experimental en el desarrollo del proceso de transesterificación in situ asistida por ultrasonido con semillas de Jatrofa curcas L.
Figura 6
Secuencia experimental de la transesterificación in-situ asistida por ultrasonido.
Fuente: Autor, 2017
En el análisis de Cromatografía de Gases se utilizó la técnica de determinación de metil esteres de ácidos grasos, en el Cromatografo de Gases 5890 series II, bajo la norma EN 14103. Se utilizó Metanol (99.8 % pureza), NaOH 0.1N, la fenolftaleína, biftalato de potasio, tetracloruro de sodio ó cloroformo, yoduro de potasio, reactivo de Wijs, solución de almidón, el tiosulfato de yodo, hexano, yodo, ácido acético glacial, heptano, heptadecanoato de metilo, acetona, trincaprin, butanitriol y derivatizante MSTFA
El índice de acidez del aceite obtenido fue 2,512 mg de NaOH/g de aceite, que equivale a un porcentaje de acidez de 0,26 (gramos de AGL/g de muestra). Este parámetro no supera el valor máximo establecido de 3,0 mg de NaOH/gramo de aceite (Norma de calidad para aceites vegetales DIN V 51605).
Tabla 1
Caracterización físico-química del aceite de Jatropha Curcas L.
CARACTERIZACION FISICO-QUIMICA DEL ACEITE |
|
Parámetro |
Valor |
Índice de acidez |
2,512 mg NaOH/ g Aceite |
Índice de yodo |
218 mg Yodo/100g |
Humedad |
14,69% |
Densidad |
885g/ml |
Índice de refracción |
71,1% 1468 Nd |
Ph |
4,98 |
Fuente: Autor, 2017
En la tabla 2 se presentan los resultados de los rendimientos obtenidos de acuerdo con el diseño experimental. En cada corrida se utilizó hidróxido de potasio como catalizador.
Tabla 2
Resultados del rendimiento de acuerdo con diseño experimental.
Temperatura |
RM aceite/ alcohol |
Tiempo Agitación |
Conc. Catali. |
Vel.Agitación |
Rendimiento |
°C |
Moles |
Minutos |
% |
RPM |
% |
90 |
9 |
67,5 |
0,4 |
315 |
94,5 |
70 |
6 |
90 |
0,6 |
300 |
94,3 |
70 |
12 |
90 |
0,2 |
300 |
95,7 |
50 |
9 |
67,5 |
0,55 |
315 |
95,9 |
40 |
12 |
90 |
0,6 |
300 |
95,2 |
50 |
9 |
112,5 |
0,4 |
315 |
95,8 |
50 |
9 |
67,5 |
0,4 |
345 |
93 |
50 |
9 |
67,5 |
0,4 |
315 |
94,6 |
40 |
6 |
45 |
0,2 |
330 |
94,8 |
50 |
9 |
67,5 |
0,4 |
285 |
93,8 |
40 |
12 |
45 |
0,2 |
300 |
94 |
70 |
12 |
45 |
0,2 |
330 |
94,9 |
40 |
6 |
90 |
0,2 |
300 |
94,4 |
70 |
12 |
45 |
0,6 |
300 |
93,5 |
50 |
9 |
22,5 |
0,4 |
315 |
95,3 |
70 |
6 |
45 |
0,2 |
300 |
93,6 |
30 |
9 |
67,5 |
0,4 |
315 |
95,5 |
40 |
6 |
45 |
0,6 |
300 |
93,3 |
40 |
12 |
45 |
0,6 |
330 |
93,9 |
50 |
9 |
67,5 |
0,8 |
315 |
95,6 |
40 |
12 |
90 |
0,2 |
330 |
94,7 |
40 |
6 |
90 |
0,6 |
330 |
96 |
70 |
12 |
90 |
0,6 |
330 |
95 |
50 |
3 |
67,5 |
0,4 |
315 |
93,2 |
50 |
15 |
67,5 |
0,4 |
315 |
95,4 |
70 |
6 |
45 |
0,6 |
330 |
93,7 |
50 |
9 |
67,5 |
0,4 |
315 |
93,4 |
70 |
6 |
90 |
0,2 |
330 |
94,2 |
Fuente: Autor, 2017
En la tabla 3, puede observarse que los factores más influyentes en cuanto al rendimiento de biodiesel son la concentración del catalizador y la temperatura de reacción, obteniéndose el mayor rendimiento (97%) a concentraciones de catalizador en 0,2% p/p, esto concuerda con investigaciones realizadas por Olusegun D. et al. (2008), que reportan la importancia del catalizador en la transesterificación; y concluye que la conversión del aceite en ésteres metílicos es muy alta normalmente cuando se utiliza metanol e hidróxido de sodio; en su trabajo obtuvo para el girasol rendimientos de aproximadamente el 97% y para la soja del 88%.
En el caso de la temperatura, se puede observar que a 60°C hay mayor influencia para la transesterificación, sin despreciar que los triglicéridos se pueden convertir en biodiesel a baja y alta temperatura con rendimientos por encima del 50%; estos valores no concuerdan con las investigaciones realizadas por Kasim et al.820109, donde se estipula que en el proceso de transesterificación, la temperatura no tiene un efecto significativo en el rendimiento de biodiesel, dada que la reacción de obtención de biodiesel se ha presentado a temperaturas inferiores a 60°C.
La influencia de la relación molar de alcohol en el rendimiento del biodiesel y sugieren que la cantidad de etanol debe ser muy alta para lograr una velocidad de reacción apreciable del aceite de Jatropha Curcas L., logrando rendimientos de 97%.
En el caso de la velocidad de agitación, se puede observar que a 300 rpm, hay mayor influencia para la transesterificación, lo que se puede deducir que la velocidad de reacción cuando se aumenta se obtiene un mejor rendimiento esto hace que se considere como una variable constante en el proceso de obtención de transesterificación.
Tabla 3
Resultados del rendimiento de acuerdo con diseño experimental.
|
Temperatura |
RM Aceite/Alcohol |
Tiempo Reacción |
Velocidad Agitación |
Concentración Catalizador |
Rendimiento |
N° |
°C |
Moles |
Minutos |
RPM |
% |
% |
1 |
60 |
9 |
65 |
300 |
0,2 |
97 |
2 |
50 |
6 |
45 |
330 |
0,2 |
95,3 |
3 |
50 |
9 |
45 |
330 |
0,6 |
96,2 |
4 |
70 |
7,5 |
67,5 |
315 |
0,4 |
96,7 |
5 |
50 |
6 |
90 |
300 |
0,2 |
96,3 |
6 |
90 |
6 |
45 |
300 |
0,2 |
94,9 |
7 |
70 |
7,5 |
67,5 |
315 |
0,8 |
95,5 |
8 |
70 |
7,5 |
22,5 |
315 |
0,4 |
95,4 |
9 |
90 |
9 |
90 |
300 |
0,2 |
95,2 |
10 |
70 |
7,5 |
112,5 |
315 |
0,4 |
94,3 |
11 |
90 |
9 |
45 |
300 |
0,6 |
96,6 |
12 |
70 |
7,5 |
67,5 |
315 |
0,4 |
95,9 |
13 |
70 |
10,5 |
67,5 |
315 |
0,4 |
94,8 |
14 |
50 |
6 |
45 |
300 |
0,6 |
94,7 |
15 |
50 |
9 |
90 |
330 |
0,2 |
95,8 |
16 |
30 |
7,5 |
67,5 |
315 |
0,4 |
94,6 |
17 |
50 |
9 |
90 |
300 |
0,6 |
94,2 |
18 |
90 |
6 |
90 |
330 |
0,2 |
95,6 |
19 |
50 |
6 |
90 |
330 |
0,6 |
96,9 |
20 |
90 |
9 |
45 |
330 |
0,2 |
96,4 |
21 |
110 |
7,5 |
67,5 |
315 |
0,4 |
96 |
22 |
70 |
7,5 |
67,5 |
285 |
0,4 |
95 |
23 |
90 |
9 |
90 |
330 |
0,6 |
94 |
24 |
90 |
6 |
90 |
300 |
0,6 |
96,5 |
25 |
70 |
7,5 |
67,5 |
345 |
0,4 |
94,5 |
26 |
90 |
6 |
45 |
330 |
0,6 |
95,7 |
27 |
70 |
4,5 |
67,5 |
315 |
0,4 |
96,8 |
28 |
70 |
7,5 |
67,5 |
315 |
5,55E-17 |
94,4 |
Fuente: Autor, 2017
En conclusión, y según los datos experimentalmente obtenidos y mostrados en la tabla 3, se seleccionó como óptima la muestra 1, la cual se llevó a cabo a Temperatura de 60°C, concentración de catalizador de 0,2 gramos de NaOH/gramos de aceite, tiempo de reacción de 65 min, velocidad de agitación de 300 rpm y relación molar de 9:1 metanol:aceite, obteniendo un rendimiento de 97%p/p.
Al obtener biodiésel usando un carbonato como catalizador no se superó el 20% de rendimiento en esta investigación, mientras que con hidróxido de sodio atrapado en zeolita Y, se obtuvo un 87% de rendimiento que pese a que está por debajo del mínimo de calidad que es 90%, se observa potencial para seguir experimentando con este tipo de catalizador.
Las técnicas experimentales de transesterificación in situ y transesterificación in situ asistida por ultrasonido alcanzaron 93 y 94,5 % de rendimiento respectivamente. (Ver tabla 4).
Tabla 4
Valores máximos de rendimiento para el biodiésel obtenido por técnicas experimentales.
Temperatura (°C) |
Relación molar. Aceite/alcohol o Semilla/alcohol |
Tiempo reacción Min |
Catalizador %p/p |
Agitación RPM |
Tamaño partícula µm |
Rendimiento % |
70 |
7,5 |
180 |
1,2 |
250 |
- |
87 |
70 |
175 |
120 |
1,2 |
450 |
0,2 |
93 |
50 |
300 |
45 |
0,2 |
200 |
0,5 |
94,5 |
Fuente: Autor, 2017
En este sentido, el rendimiento para la transesterificación in situ asistida por ultrasonido alcanzó un rendimiento de 94,5% a temperatura de 50 grados centígrados y un tiempo de 45 minutos, haciendo de este un sistema que pueda plantearse como candidato para un piloto de producción de biodiesel, por esta razón quien en adelante experimente para alcanzar mejores rendimientos y pretenda hacer un pilotaje usando transesterificaciónin situ deberá hacerlo por este sistema donde la técnica in situ es asistida por ultrasonido, con los pasos que se resumen a continuación:
La configuración del reactor utilizado fue de un baño de ultrasonido, un sistema de refrigeración (refrigerante y un equipo Schiller), un motor de agitación mecánica conectado a un controlador de RPM, un termómetro y un balón de 3 bocas de 500 ml necesarios para el proceso discontinuo. Este reactor se convierte en una alternativa interesante a escala de laboratorio con muchas posibilidades para transesterificar aceites con la técnica in situ asistida por ultrasonido en este caso utilizando Jatropha Curcas como materia prima, sin embargo, es importante probar otros tipos de aceites con potencial para producir biodiesel siempre buscando mejor calidad para comparar su rendimiento, tales como los provenientes de la higuerilla, colza, la soja.
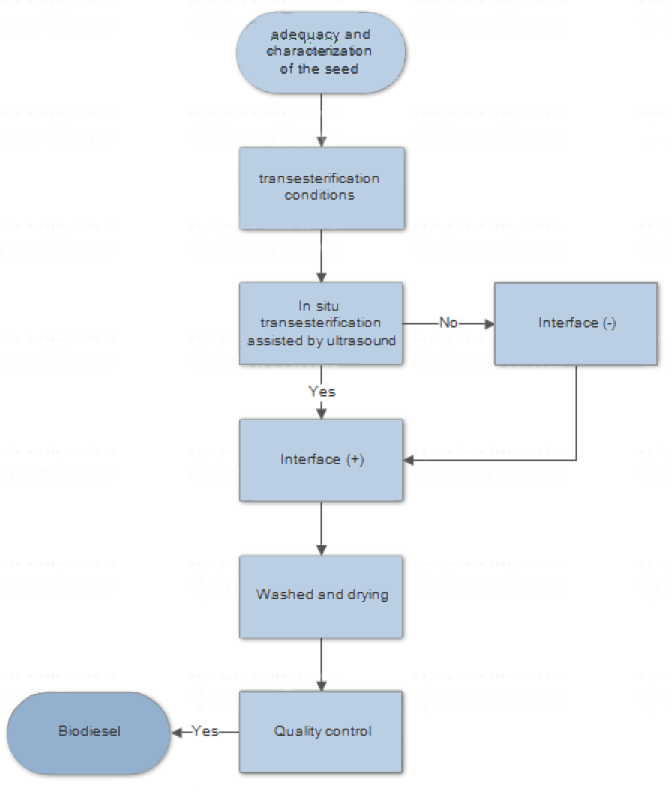
De acuerdo a los hallazgos obtenidos, debe hacerse una caracterización físicoquímica de la semilla y del aceite contenido en su interior, así como considerar cada una de las etapas que se desarrollaron en este trabajo de investigación y que se resumen en la figura 6.
Figura 7
Flujograma sistema obtención biodiesel
La optimización de la variable rendimiento, en la obtención del biodiesel con hidróxido de potasio como catalizador, los tres mayores valores de rendimiento de acuerdo a los resultados fueron 96, 95,9 y 95,8 %, siendo 96% el valor máximo de rendimiento bajo las condiciones de temperatura de 40°C, relación molar aceite/alcohol de 1:6, tiempo de reacción de 90 minutos, concentración de catalizador del 0,6% p/p, Velocidad de agitación de 330 rpm. Bajo este modelo tenemos que las mencionadas condiciones son las óptimas para obtener el máximo rendimiento, manteniendo los estándares de calidad del Biodiesel.
De acuerdo a los resultados obtenidos mediante el software utilizado en el presente ensayo, las condiciones de temperatura de 50°C, relación molar de 1:9, tiempo de reacción de 67.5 minutos, concentración de catalizador del 0,4% p/p, Velocidad de agitación de 315 rpm. Bajo este modelo tenemos que las mencionadas condiciones son las óptimas para obtener el máximo rendimiento con menor requerimiento de energía en procesos de calentamiento y agitación, menor tiempo de residencia en el reactor y menor cantidad de catalizador, en comparación con el comportamiento del rendimiento, manteniendo los estándares de calidad del Biodiesel.
En la optimización del rendimiento en la obtención de biodiesel usando hidróxido de sodio como catalizador, se obtuvo un rendimiento de 97% a una temperatura de 60°C cada uno, con lo que se podría considerar la posibilidad de evaluar su eficiencia a escala piloto en futuros trabajos a realizar. Experimentalmente se encontró que la muestra 1 reportó las mejores condiciones de operación para la obtención de biodiesel por transesterificación, con una Temperatura de 60°C, catalizador de 0,2 gramos de NaOH/gramos de aceite, tiempo de reacción de 65 min, velocidad de agitación de 300 rpm y relación molar de 9:1 metanol: aceite, Estas condiciones reportaron un rendimiento de 97%p/p.
En cuanto a los métodos experimentales desarrollados, tenemos que en la obtención de Biodiesel a partir de aceite de Jatropha Curcas L., por transesterificación con catalizadores inmovilizados es un método viable ya que se logra controlar el contenido de acidez en el aceite. Se obtuvo un rendimiento de 87% a una temperatura de 70°C. Experimentalmente se encontró que la muestra 27 reporto las mejores condiciones de operación para la obtención de biodiesel por transesterificación, con una Temperatura de 70°C, concentración de catalizador de 1,2 gramos de NaOH/gramos de aceite, tiempo de reacción de 180 min, velocidad de agitación de 250 rpm y relación molar de 1: 7,5 aceite:alcohol, estas condiciones reportaron un rendimiento de 87%p/p. Se logra disminuir las variables estimadas por el software estadístico STATGRAPHIC CENTURION XVI.I. v. 16.1.15, en este caso evidenciamos el tiempo de reacción, la temperatura, relación molar aceite: alcohol, velocidad de agitación y concentración de catalizador inmovilizado logrando así optimizar las condiciones de la reacción de obtención de biodiesel por transesterificación. Por lo anterior, se podría considerar la posibilidad de evaluar su eficiencia a escala piloto en futuros trabajos a realizar.
Para la técnica experimental transesterificacion in situ (extracción reactiva), en las pruebas preliminares se determinó la caracterización físico-química del aceite contenido en la semilla de Jatropha Curcas L., Se obtuvo que la semilla contiene un porcentaje de aceite de 40% p/p, este valor se encuentra en el rango de 35-55% p/p. El índice de acidez de 2,512 mg de NaOH/g de aceite, que equivale a un porcentaje de acidez de 0,26 (gramos de AGL/g de muestra), un pH de 4,98, el índice de yodo de 218 mg Yodo/100g, humedad de 14,69%, densidad de 885 g/ml e índice de refracción de 71,1% - 1468 Nd. con lo anterior, se podría considerar la posibilidad de evaluar su eficiencia a escala piloto en futuros trabajos a realizar.
La obtención de Biodiesel a partir de semillas de Jatropha Curcas L., por transesterificación in-situ asistida por ultrasonido es una técnica que permitió obtener rendimientos de 94,2% y 93,85% a una temperatura de 50°C y 70°C respectivamente, razón que impulsa a la inclinación por esta técnica en el método en condiciones de laboratorio que se desea proponer, y adicionalmente se podría considerar la posibilidad de evaluar su eficiencia a escala piloto en futuros trabajos a realizar.
Akorede, M.F. et ál. Mitigating the anthropogenic global warming in the electric power industry. En: Renewable and Sustainable Energy Reviewsvol. 16. p. 2747-2761. ( accesed 22 March, 2012).
Balat, M. Potential alternatives to edible oils for biodiesel production – A review of current work. Energy Convers Manag. vol.. 52. p. 1479–1492.(accesed 27 October 2010).
Bajaj, Akhil. et ál. Biodiesel production through lipase catalyzed transesterification: An overview. En: Journal of Molecular Catalysis B: Enzymatic. vol.. 62, p. 9–14. (accesed 2 October, 2009.).
COLOMBIA. MINISTERIO DE MINAS Y ENERGIAS. Documento Conpes 3510 (31, Marzo, 2008). Lineamientos de política para promover la producción sostenible de biocombustibles en Colombia. Bogotá, D.C.: El Ministerio, 2008. p. 4
FEDERACIÓN NACIONAL DE BIOCOMBUSTIBLES DE COLOMBIA FEDEBIOCOMBUSTIBLES. Preguntas frecuentes de los biocombustibles. [en linea] < http://www.fedebiocombustibles.com/nota-web-id-923.htm> [acceso 4 de agosto de 2014]
Jaliliannosrati, H., Saidina, A., Talebian, A., Noshadi, I. (2013). Microwave assisted biodiesel production rom Jatropha curcas L. seed by two-stepin- situprocess: Optimization using response surface methodology. En: BioresourceTechnology. no. 136, p. 565-573.
MINISTERIO DE AGRICULTURA Y DESARROLLO RURAL & CORPORACION COLOMBIANA INTERNACIONAL. Encuesta Nacional Agropecuaria. Oferta Agropecuaria. Use of inadequate data and methodological errors lead to an overestimation of the water footprint of Jatropha curcas. (2008). Citado por: Gaona Currea, J. A. Identificación de áreas aptas para el cultivo del Piñón (Jatropha curcas L.) en Colombia, como alternativa de obtención de biocombustible. Trabajo de grado Ecólogo. Bogotá D.C: Pontificia Universidad Javeriana. Facultad de Estudios Ambientales y Rurales. p 24
Perdomo, F et ál. (2013). Physicochemical characterization of seven Mexican Ricinus communis L. seeds & oil contents. En: Biomass and Bioenergy. vol. 48. p. 17–24
Uribe, M. (2010) Simulación de una Planta Piloto para la Producción de Biodiesel en el Laboratorio de Operaciones Unitarias de la ESIQUE. Trabajo de grado para optar al título de Ingeniero Químico. Instituto Politécnico Nacional. p. 15-30
Zhang, F., Niu, B., Wang, Y., Chen, F., Wang, S., Xu, Y.,Jiang, L., Gao, S., Wu, J., Tang, L. And Jia, Y. (2008). A novel betaine aldehyde dehydrogenase gene from Jatropha curcas, encoding an enzyme implicated in adaptation to environmental stress. En: Plant Science. No. 174, p. 510-518.
1. PhD en química, MSc Gestión y Tratamiento del agua, Ingeniero químico. Docente Investigador, Universidad de Pamplona. Grupo de investigaciones Ambientales Agua, Aire y Suelo (GIAAS). Email: Jacipt@unipamplona.edu.co
2. Microbiólogo. Msc © en Ingeniería ambiental. Docente OCASIONAL del programa de Ingeniería ambiental del Instituto Universitario de La Paz UNIPAZ. Email: Barrancabermeja, Santander. saavedra.said@hotmail.com
3. MSc En Ciencia Y Tecnologia de Alimentos, Ingeniero de Alimentos. Rector Instituto Universitario de la Paz UNIPAZ. Barrancabermeja, Santander. Grupo de investigación en Innovación, Desarrollo Tecnológico y Competitividad en Sistemas de Producción Agroindustrial GIADAI. Email: Osky79@hotmail.com
4. Microbióloga. Esp. Aseguramiento de la Calidad e Inocuidad Agroalimentaria. Docente OCASIONAL Instituto Superior de Educacion Rural ISER, Pamplona Norte de Santander. Sandra carolina.bermudez@gmail.com
5. Ingeniero Ambiental, Investigador, Universidad de Pamplona. Grupo de investigaciones Ambientales Agua Aire y Suelo (GIAAS). Email: jordipalaciosg@gmail.com