Espacios. Vol. 36 (Nº 14) Año 2015. Pág. 1
Metodologia DMAIC aplicada à solução de problemas em uma planta petroquímica
DMAIC methodology applied to problem solving in a petrochemical plant
Luiz Antonio BARBOSA 1; Ademir Anildo DREGER 2; Gilvânio Mattis MARON 3; Ruth Marlene Campomanes SANTANA 4
Recibido: 25/03/15 • Aprobado: 04/05/2015
Contenido
RESUMO: Este artigo tem como objetivo demonstrar a aplicação pratica de algumas ferramentas da filosofia Seis Sigma aplicadas à solução de problemas em uma planta petroquímica. O modelo Seis Sigma vem sendo utilizado na busca da melhoria continua por diversas empresas com objetivo de obter ganhos financeiros. Neste trabalho será utilizada a metodologia DMAIC, que consiste em um conjunto de etapas bem definidas - Definir, Medir, Analisar, Melhorar e Controlar ao longo das quais se aplica um conjunto de ferramentas estatísticas. Desta forma, neste trabalho foi realizada uma revisão do estado da arte e aplicações sobre o tema assim como estudo de caso em uma planta petroquímica no processo de abastecimento de água. Os resultados encontrados no estudo de caso mostraram resultados significativos na redução do consumo de água e que o método aplicado é bastante abrangente e eficaz, pois gera bons resultados em diferentes processos. Palavras-chave: DMAIC, Seis Sigma, melhoria, custos. |
ABSTRACT: This article aims to demonstrate the practical application of some tools of Six Sigma philosophy applied to problem solving in a petrochemical plant. The Six Sigma model has been used in the pursuit of continuous improvement by various companies for the purpose of financial gain. Along which applies a set of statistical tools - In this work the DMAIC methodology, which follows the stages of problem identification sequences, Define, Measure, Analyze, Improve and Control will be used. Thus, in this study a literature review with the aim of studying the key concepts and applications of the subject and practical experimentation within a petrochemical plant, with the goal of improving the process of water supply was performed, seeking the preservation and reduction of waste. The results showed significant results in reducing water consumption and that the applied method is quite comprehensive and effective as it generates good results in different processes. Key-words: DMAIC, Six Sigma, improvement, outcome, costs. |
1. Introdução
A Filosofia do Lean Six Sigma foi desenvolvida por Bill Smith, em 1986, na Motorola, com intuito de diminuir o número de falhas de um produto, durante o período de garantia a fim de reduzir custos de qualidade. Este processo de implantação da filosofia foi conduzido pelo então presidente da companhia, Robert Galvin (ANTONY e BANUELAS, 2002).
Conforme Souza et al. 2007, o objetivo de implantarmos projetos Seis Sigma, consiste na busca da redução da variação do resultado entregue aos clientes a uma taxa de até 3,4 partes por milhão de defeituosos ou 99,99966%, admitindo-se um deslocamento da média do processo em relação ao valor nominal em 1,5 desvios-padrão (sigma). O programa Seis Sigma utiliza como indicador de desempenho o índice de capacidade, que tem como meta atingir o índice seis sigma (6σ), como um valor descritivo da quase perfeição e do padrão de qualidade. Sendo os resultados financeiros consequências da redução da variabilidade do processo pela abordagem Seis Sigma (SOUZA et al., 2007; CARVALHO, 2007)
A implantação desta filosofia acontece por meio de dos sponsors ou champions que são os patrocinadores doa projetos do programa. São indivíduos que pertencem à alta administração, que devem conhecer as metodologias de aplicação das ferramentas utilizadas nos projetos Seis Sigma, para poder transmiti-las no contexto da empresa e envolve uma abordagem top-down (RENGEL et al., 2006).
Segundo Kessler (2004), os papéis a serem assumidos no programa, são: (i) os master black belts, sujeitos de alto nível técnico do projeto, devem conhecer muito bem as técnicas estatísticas utilizadas e devem estar aptos a auxiliarem os black belts, por isso devem ter boa oratória e didática; (ii) os black belts, que são líderes de projetos e dedicam 100% de seu tempo fornecendo capacitação e suporte a todos os envolvidos no projeto; (iii) os green belts, pessoas membro das equipes de projeto que assumem papel de liderança e facilitador das equipes; e (iv) os white belts ou yelow belts mas treinados com um conhecimento básico sobre o Seis Sigma, para que auxiliem os green belts e os os black belts na implementação de seus projetos.
Segundo Harry et al. (1998), o Seis Sigma é um processo de negócio que permite às organizações incrementar seus lucros por meio da otimização das operações, melhoria da qualidade e eliminação de defeitos, falhas e erros. A meta dos Seis Sigmas não é alcançar os 6σ de qualidade, mas à melhoria da lucratividade nas organizações que implementam a está filosofia, i.e, fazem isso com a meta de melhorar seus lucros.
Conforme Pande et al. (2001), um dos fatores de se obter êxito no Seis Sigma é o foco em processo, gestão e melhoria, pois a filosofia Lean considera os processos como o centro das ações e o veículo chave para o sucesso. Portanto, o domínio sobre os processos é a maneira mais segura de garantir a obtenção de vantagens competitivas que oferecem valor para os clientes.
A vantagem competitiva surge fundamentalmente do valor que a empresa consegue criar para seus clientes e que ultrapassa o custo de fabricação pela empresa. O valor é aquilo que o cliente está disposto a pagar, e provem de preços mais baixos de benéficos equivalentes e da concorrência ou de benefícios singulares que compensam um preço mais alto. Embora as empresas possam ter inúmeros pontos fortes e fracos em relação aos concorrentes a base fundamental para vantagem competitiva sustentável é possuir: baixo custo e diferenciação (MONTEGOMERY e PORTER, 1998).
De acordo com Montegomery (1998), a estratégia competitiva é a busca de uma posição favorável diante da concorrência e visa estabelecer uma posição lucrativa e sustentável contra as forças que determinam à concorrência. As forças competitivas que moldam a estratégia das empresas vão além daquela representada pelos concorrentes estabelecidos. Os clientes, fornecedores, os novos concorrentes e os produtos substitutos são todos competidores que podem afetar as estratégias de negócios.
A gestão de projetos Seis Sigma nas empresas é uma atividade de elevada importância, pois torna possível a implementação de decisões que normalmente abrangem diversas áreas e demandam significativo volume de recursos. Este trabalho objetiva apresentar a aplicação da metodologia de gestão de projetos DMAIC (Definir, Medir, Analisar, Melhorar e Controlar), proposta pelo Método Seis Sigma para solução de problemas em uma empresa industrial de grande porte. Este artigo busca descrever as fases da metodologia DMAIC aplicada em um projeto de redução de custos de água nos diversos pontos do processo produtivo, buscando a redução do ecoindicador e por consequência melhorar a desempenho da unidade fabril.
2. Referencial Teórico
2.1 Metodologia DMAIC
A metodologia sistematizada do programa Seis Sigma é composta pelos métodos Design for Six Sigma (DFSS) e o Define, Measure, Analyze, Improve and Control (DMAIC). O DFSS é empregado no desenvolvimento de bens, serviços e processos, sendo estruturado da seguinte forma: Define - definir, Measure - medir, Analyze - analisar, Design - planejar e Verify - verificar (DMADV). O DMAIC é utilizado para a melhoria de produtos e serviços existentes, sendo estruturado para atingir as metas de capacidade do programa Seis Sigma através de cinco fases: Define - definir, Measure - medir, Analyze - analisar, Improve - melhorar e Control - controlar. (CARVALHO, 2007; FIGUEIREDO, 2006)
Definir - Define: é a primeira fase do ciclo e abrange o escopo do projeto. As metas serão os objetivos estratégicos da organização, tais como maior participação no mercado, retornos sobre investimentos mais elevados, redução do nível de defeitos, aumento de produção, melhoria da qualidade, aumento do giro de estoque, melhor previsão de demanda, dentre outros.
Medir - Measure: essa fase as informações sobre a situação atual são reunidas para obter os dados do desempenho atual do processo e identificar as áreas com problemas, sendo necessário o mapeamento do processo a ser analisado, para facilitar as discussões sobre o projeto. Destaca-se também a realização da análise do sistema de medição, que indicará se os dados são confiáveis ou não e como podemos torná-los confiáveis. São estabelecidas métricas válidas e confiáveis para ajudar a monitorar o processo rumo às metas definidas. Utiliza-se a análise de dados exploratória e descritiva para ajudar a entender os dados.
Analisar - Analyse: é a fase que determina as causas de cada problema prioritário. Analisa o sistema para identificar formas de eliminar os gap´s entre o desempenho atual do sistema ou processo e a meta desejada. Os dados relacionados ao processo são coletados a partir de várias fontes, incluindo relatórios de sucatas e defeitos, gráficos de lucros, devolução de produtos, etc. Os dados são então categorizados e estudados em relação às suas tendências. As fontes potenciais de variação são identificadas usando ferramentas como, por exemplo, gráficos de Pareto, diagramas de causa e efeito, regressão, análise de variância, testes de hipóteses.
Melhorar - Improve: é a quarta fase do método, onde se propõe, avalia e implementa soluções para cada problema prioritário. Usa o gerenciamento de projetos e outras ferramentas de planejamento e gerenciamento para implementar a nova abordagem. Emprega métodos estatísticos para validar a melhoria. A avaliação estatística dos dados identifica áreas chave para focar os esforços de melhoria do processo. Causas especiais de variação também podem ser documentadas nesta fase. Uma vez que as causas potenciais de variação são identificadas, um plano de ação deve ser implementado para trazer o processo para uma situação de controle. Este passo normalmente envolve uma análise de custo benefício da ação planejada. As cartas de controle podem ser utilizadas para demonstrar a sustentabilidade do processo.
Controlar - Control: se os testes em pequena escala foram satisfatórios, deve-se então implantar a melhoria, e após isso deve-se verificar se a melhoria está trazendo os efeitos esperados para o processo, para isso utiliza-se diversos mecanismos para monitorar continuamente o desempenho do processo, exemplos desses mecanismos são as Cartas de Controle, que é um de gráfico composto por uma faixa chamada de tolerância limitada pela linha superior (limite superior de controle) e uma linha inferior (limite inferior de controle) e uma linha média do processo, que foram estatisticamente determinadas.
O DFSS é baseado em uma série de filosofias, ferramentas e técnicas que coordenadas adequadamente conseguem obter de forma rápida e eficiente uma série de benefícios para as empresas, como: aumento expressivo dos lucros, elevação da satisfação dos clientes, visão sistêmica da equipe e diminuição da variabilidade dos processos. Esses exemplos, são algumas das razões que têm levado inúmeras empresas a implementar o DFSS.
Alguns exemplos de ferramentas:
Tempestade de Idéias: Brainstorming é um processo de grupo onde os indivíduos geram novas idéias, conceitos e soluções, para qualquer assunto ou tópico num ambiente livre de críticas e de restrições à imaginação. Assim, o objetivo da suspensão de julgamento é o de possibilitar a geração de idéias, sobrepujando o pensamento de julgar e criticar. Os grupos de pessoas que trazem diversas perspectivas, tanto nos aspectos técnicos, quanto nos aspectos comportamentais. A diversidade de opiniões e visões, idealmente a completa multidisciplinaridade, é um poderoso ingrediente em todas as técnicas de grupo. O propósito do brainstorming é criar e detalhar ideais, através da diversidade de opiniões a partir de um processo de criatividade de grupo (PARIS, 2002).
Diagrama Causa e Efeito: também conhecido como Ishikawa ou Espinha de Peixe, essa ferramenta foi aplicada, pela primeira vez, em 1943, no Japão, pelo professor da Universidade de Tóquio, Kaoru Ishikawa, para sintetizar as opiniões de engenheiros de uma fábrica quando estes discutem problemas de qualidade. É uma técnica largamente utilizada, que mostra a relação entre um efeito e as possíveis causas que podem estar contribuindo para que ele ocorra. É utilizada para descobrir, organizar e resumir conhecimento de um grupo a respeito das possíveis causas que contribuem para um determinado efeito. Uma das grandes vantagens do diagrama está no fato deste fornecer uma conexão visual entre o efeito observado (disposto no lado direito do diagrama) e todos os possíveis fatores que contribuem para ele (dispostos à esquerda). As espinhas principais representam as causas primárias do problema e as ramificações dessas espinhas representam as causas secundárias ou oriundas de processos anteriores. Um dos méritos desta ferramenta é sua capacidade de trabalhar com diversos pontos de vistas, compartilhando o conhecimento comum sobre o problema e incentivando que os membros da equipe visualizem o sintoma e as possíveis causas de um problema como parte de todo um sistema (induz ao pensamento sistêmico) (SEBRAE, 2005; PETENATE, 2013).
Matriz de Esforço e Impacto: trata-se de um diagrama gerado a partir do brainstorming, onde as idéias são pontuadas de acordo com impacto que ela causará no projeto ou a solução de problemas e o esforço necessário para realizá-la. Deve-se atacar inicialmente as idéias que causam o maior impacto com o menor esforço. A identificação e a ordenação dos dados deverão ocorrer de acordo com o esforço gasto em cada ação e o impacto que ela representa no projeto ou objetivo trabalhado, isto é, fazer um levantamento das tarefas a serem executadas e as distribuir na matriz considerando a energia ou esforço despendido e o resultado ou impacto representado para cada ação. A grande vantagem dessa técnica é a possibilidade de identificar os ganhos rápidos maximizando a produtividade, e assim poder priorizar as ações que trazem maiores resultados com menor esforço. A Matriz Esforço e Impacto é uma ferramenta de gestão de tempo e priorização de atividades, útil para coaches, líderes ou simplesmente para elaboração de planejamento pessoal (RISSI, 2007; PARIS, 2002).
Mapa de Processo: é uma ferramenta gerencial e de comunicação que tem a finalidade de ajudar a melhorar os processos existentes ou de implantar uma nova estrutura voltada para processos. O mapeamento também auxilia a empresa a enxergar claramente os pontos fortes, pontos fracos (pontos que precisam ser melhorados tais como: complexidade na operação, reduzir custos, gargalos, falhas de integração, atividades redundantes, tarefas de baixo valor agregado, retrabalhos, excesso de documentação e aprovações), além de ser uma excelente forma de melhorar o entendimento sobre os processos e aumentar ao desempenho do negócio. Objetivo do Mapeamento de Processos é buscar um melhor entendimento dos processos de negócios existentes e dos futuros para melhorar o nível de satisfação do cliente e aumentar desempenho do negócio. Algumas das abordagens para realizar o Mapeamento de Processos, são: entrevistas, questionários, reuniões, workshops, observação de campo, análise da documentação, análise de sistemas e coleta de evidências (PETENATE, 2013).
Gráfico de Pareto: o nome Pareto vem do nome do economista do século passado (1867) Vilfredo Pareto. Esta ferramenta é aplicada a análises e priorização dos aspectos relevantes relacionadas à qualidade de um produto, visa a fácil visualização da estratificação de várias causas ou características de defeitos. O diagrama de Pareto é um gráfico de colunas que ordena as frequências das ocorrências, da maior para a menor, permitindo a priorização dos problemas, procurando levar a cabo o princípio de Pareto (80% das consequências advêm de 20% das causas), isto é, há muitos problemas sem importância diante de outros mais graves.1 Sua maior utilidade é a de permitir uma fácil visualização e identificação das causas ou problemas mais importantes, possibilitando a concentração de esforços sobre os mesmos. É uma das sete ferramentas da qualidade (PETENATE, 2013).
Carta Controle: Esta ferramenta serve para analisar se o processo esta ou não sob controle, através do cálculo de três parâmetros: Linha Central de Controle; Limite Superior de Controle; Limite Inferior de Controle, onde é definido um gráfico de controle para viabilizar o monitoramento continuo. Ele foi proposto por Walter Shewhart, em 1926, propondo a eliminação de uma variação anormal e estimando seu significado e desvio padrão. Usa-se este tipo de gráfico para: verificar se o processo esta sob controle; para controlar a variabilidade. Como fazer o controle: coletar dados; calcular os parâmetros; desenhar as linhas; plotar as medidas; verificar se os pontos estão fora ou dentro dos limites (PARIS, 2002).
3. Resultados e Discussões
3.1 Descrição do Estudo de Caso
Este projeto teve como objetivo identificar as fontes de consumo de água, permitindo a detecção e controle dos desvios presentes que interferem diretamente no consumo, com vista ao atendimento às exigências ambientais, redução de custos e melhoria dos processos envolvidos, superando desafios para o desenvolvimento sustentável que englobam a cadeia produtiva como um todo. Cada unidade fabril possui um papel fundamental para superar as metas almejadas. Com base nessa premissa, a equipe trabalhou incansavelmente na redução dos seus ecoindicadores.
O projeto procurou estudar alternativas para reduzir ainda mais o consumo de águas: (i) água desmineralizada; (ii) água potável; (iii) e água clarificada.
A primeira fase da metodologia consistiu em definir o escopo do projeto, as metas, a projeção de ganhos e o indicador chave de desempenho - key performance indicator Kpi, que neste caso, foi o Índice Técnico - IT de água consumida (água desmineralizada, água potável, água clarificada). A Figura 01 apresenta o contrato do projeto.
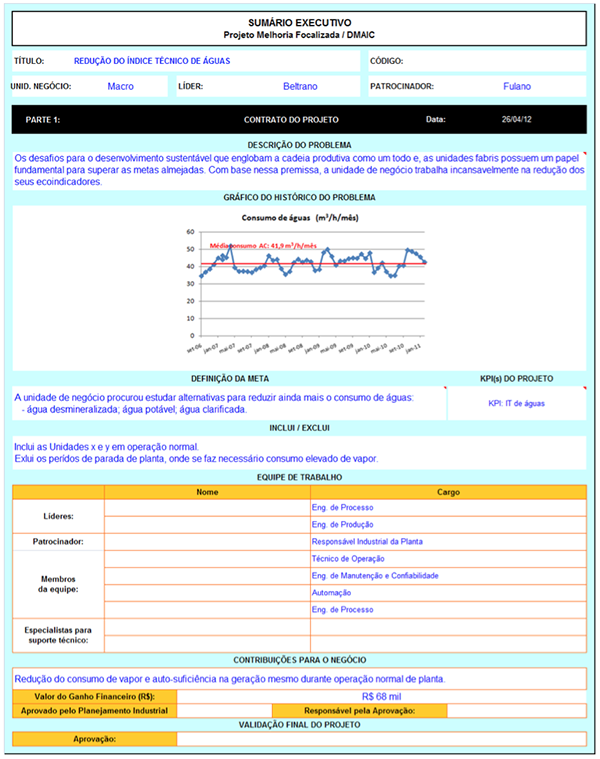
Figura 01: Contrato do Projeto.
Nesta fase do projeto, a medição iniciou-se com a elaboração de um mapa do processo croqui do sistema de distribuição de águas do processo, possibilitando o acompanhamento visual do fluxo para uma melhor visualização da função de cada equipamento deste sistema. O mapa de processo do sistema de abastecimento de água clarificada não foi incluído na Figura 02, que apresenta os desenhos do projeto.
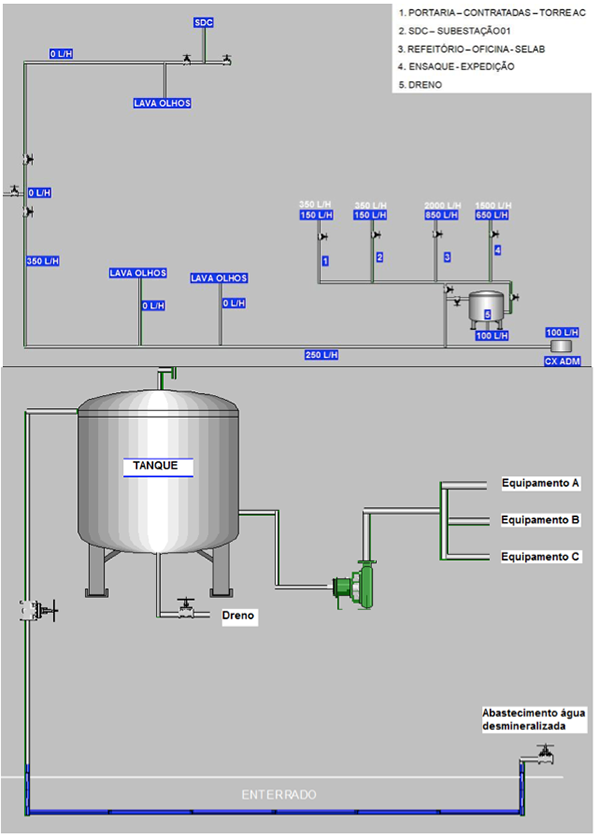
Figura 02: Distribuição do consumo de água potável e desmineralizada.
Ainda na fase de medição análises estatísticas demonstraram que os sistemas de medição com os consumos de água (água desmineralizada, água potável, água clarificada), como mostra as Figuras 03.
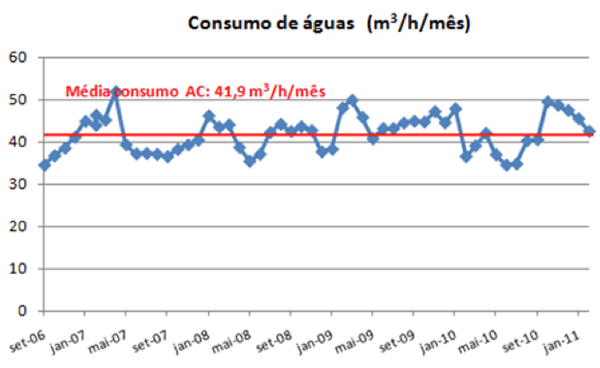
Figura 03: Distribuição do consumo de água potável.
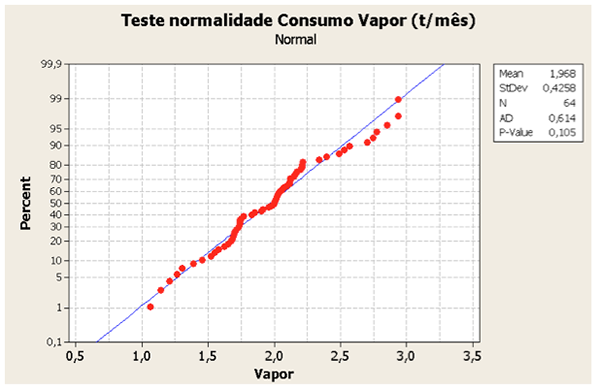
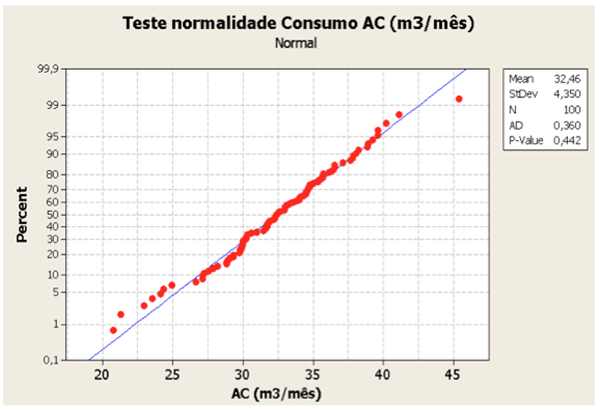
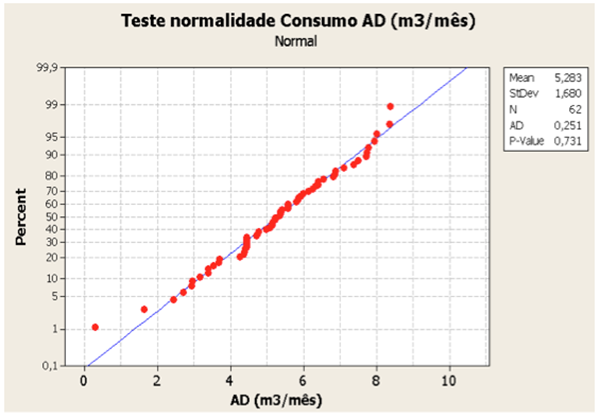
AS Figuras 04, 05 e 06 apresentam os gráficos com a análise da normalidade dos dados encontrados O software utilizado nas análises estatísticas foi o MINITAB versão 14.
Figura 04: Teste da normalidade do consumo de vapor.
-----
Figura 05: Teste da normalidade do consumo de água clarificada.
----
Figura 06: Teste da normalidade do consumo de água desmineralizada.
A análise estatística demonstra que processo tem uma grande variabilidade acima da meta e um nível sigma igual a 0,26, como mostra a Figuras 07. Considerado os dados para análise a média dos últimos cinco anos.
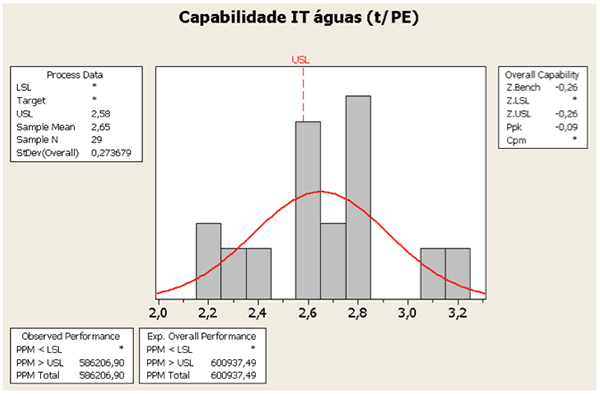
Figura 07: Capabilidade inicial do processo.
Com o objetivo de nivelar o conhecimento de toda a equipe envolvida sobre o funcionamento do sistema a ser estudado, fez-se um diagrama de causa e efeito sobre as perdas de água no processo, conforme Figura 08. A partir destas informações foi possível distribuir as funções individuais e investigar cada tópico citado no diagrama.
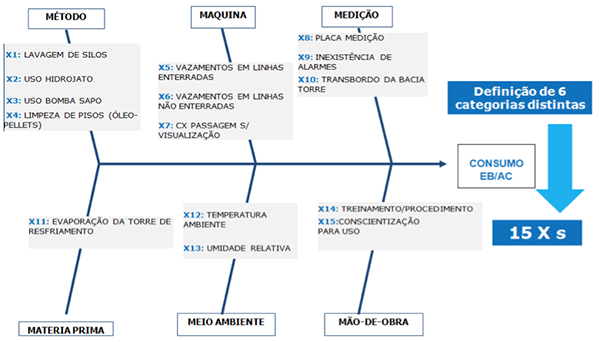
Figura 08: Diagrama Causa e Efeito.
A partir das informações do diagrama de causa e efeito foi possível fazer a priorização dos X encontrados durante o estudo. O Quadro 01 mostra o escorre desta análise.
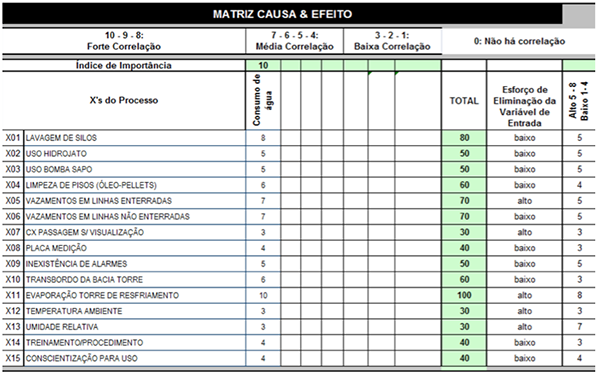
Quadro 01: Priorização dos X´s para utilizar na Matriz Esforço Impacto
A Figura 09 apresenta os quadrantes com a distribuição das priorizações, sendo o X01, X02, X03, X04, X06, X09 e X10 os eventos que possuem maior impacto com menor esforço para implantação.
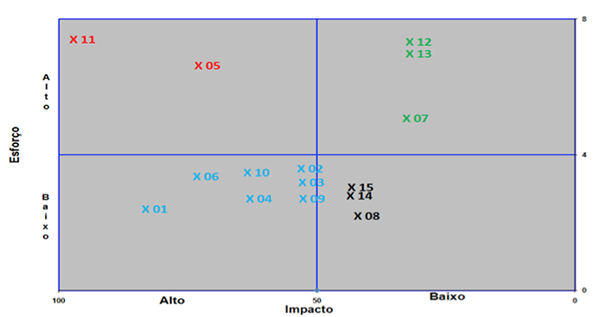
Figura 09: Distribuição dos X´s na matriz de esforço impacto.
A priorização dos X´s encontrados no processo de abastecimento de água foram priorizados através do gráfico de pareto e definidos no plano de ação como sendo: (i) X01 lavagem de silos; (ii) X02 vazamento de água em tubulações enterradas; (iii) e X09 inexistência de alarmes e controles. A Figura 10 apresenta uma versão adaptada do gráfico de pareto para a priorização.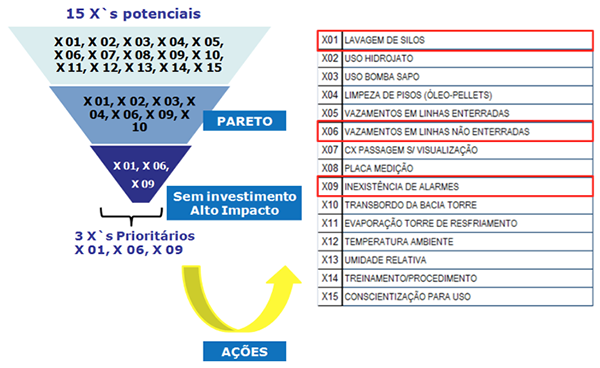
Figura 10: Priorização dos X´s do processo.
Na fase de melhoria foram implementadas as seguintes ações: (i) implementação de gráficos de controle para verificação do consumo diários das águas; (ii) consumo instantâneo e alarme na tela no painel na sala de controle, quando a variável fica acima da meta; (iii) redução do tempo de lavagem dos silos; (iv) revisão dos ramais de tubulação para identificação de vazamentos.Na fase de controle foram realizados novos levantamentos de dados do acompanhamento de processo e novas análises estatísticas conforme demonstrado na Figura 11 o gráfico do consumo diário das águas e na Figura 12 o novo consumo médio, com impacto direto na redução do IT.
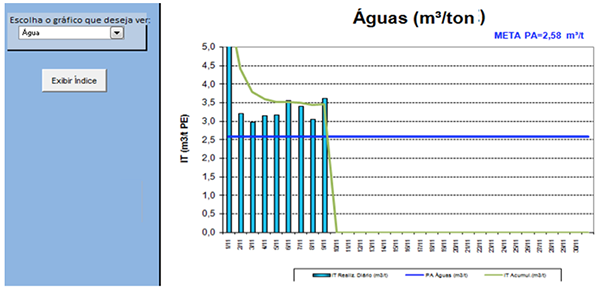
Figura 11: Gráficos de controle para verificação do consumo diários das águas.
----
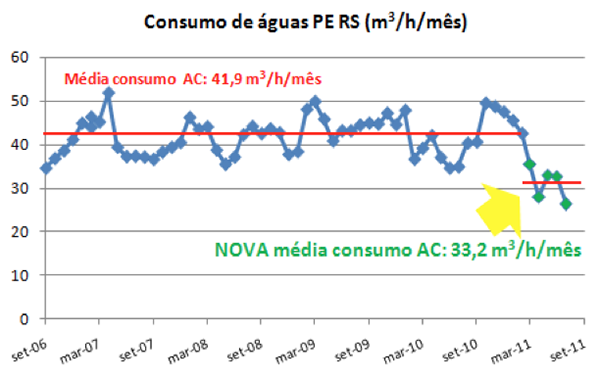
Figura 12: Redução do consumo de águas.
Na Figura 13, a nova análise estatística mostrou uma evolução significativa na redução da variabilidade do processo que passou para um nível sigma de 2,67, o que representa uma grande captura financeira na redução dos custos da empresa.
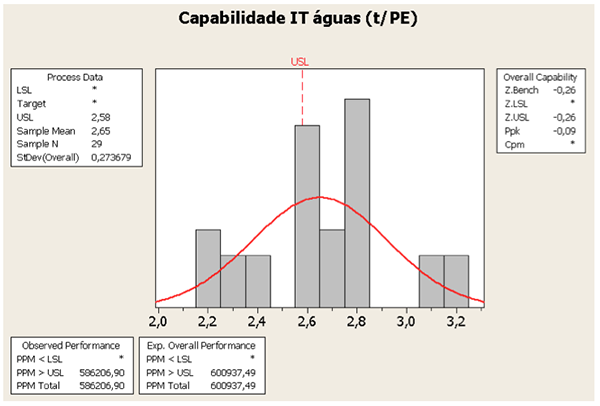
Figura 13: Capabilidade do processo em controle.
4. Considerações Finais
A aplicação da filosofia Seis Sigma é a chave para o sucesso das organizações que pretendem manterem-se competitivas no mercado. Esta ação estratégica está diretamente relacionada à busca de uma excelência em qualidade, proporcionando metas a serem atingidas, com foco na prevenção de erros, dos defeitos e falhas através da utilização de técnicas e ferramentas estatísticas já conhecidas, com objetivo na melhoria continua e sustentável desses processos produtivos.
No presente artigo foram apresentadas, algumas definições do DFSS e a aplicação prática de algumas ferramentas para solução de problemas através da metodologia do DMAIC, em um estudo de caso de uma planta petroquímica no processo de abastecimento de água. Os resultados encontrados mostraram resultados significativos na redução do consumo de água e que o método aplicado é bastante eficaz, pois gera bons resultados em diferentes processos.
Seguindo a partir da definição do objetivo principal, reduzir o consumo de água por tonelada de produto fabricado, foram medidos todos os pontos de consumo atuais e também quais eram as metas a serem atingidas com a redução. Foram avaliados quais os ramais em que se encontravam consumos exagerados e também possíveis vazamentos nas linhas externas, identificando e buscando uma atuação conjunta de todos os envolvidos no intuito de implantar sistemas corretivos e preventivos.
Na busca da redução de consumo de água foram identificados pontos críticos, criando critérios e controles de consumo levando assim a toda a planta o acompanhamento e a informação, a partir do controle diário de gastos para a redução do custo mensal. É importante salientar que foi atuado com mais ênfase naqueles pontos com maior índice de consumo ou desperdício, lavagem de silos, vazamento nas linhas enterradas, para uma redução imediata do desperdício.A partir destes controles foram instalados alarmes nas linhas externas com identificação sonora para possíveis vazamentos, treinada a equipe de limpeza para o consumo de água durante o processo de lavagem de silos o que trouxe resultado extremante positivo para o processo sem a perda dos princípios da qualidade do produto final.
Considerando o objetivo proposto de identificar as fontes de consumo de água, permitindo a detecção e controle dos desvios presentes que interferem diretamente no consumo, a equipe trabalhou incansavelmente na redução dos seus ecoindicadores e atingiu o objetivo proposto, tendo resultados duradouros.
Por fim, é possível afirmar que o objetivo foi atingido com êxito, pois a meta era reduzir a média de 2.58m3 água/ton de resina, o que após a aplicação da metodologia DMAIC resultou numa economia acima da previsão, chegando a média de 2,41 m3 água/ton de resina. Assim podemos concluir que a metodologia proposta, resultou no curto prazo uma redução de custo e que pode ser aplicada em demais pontos ou na solução de problemas na planta.
5. Referências
ANTONY, J; e Banuelas, R. Key ingredients for the effective implementation of Six Sigma program. Measuring Business Excellence, v.6, n.4, 2002, pp . 20-27.
CARVALHO, Marly Monteiro; Ho Linda Lee; Pinto, S. H. B.. Implementação e difusão do programa Seis Sigma no Brasil. Produção, v. 17, n. 3, p. 486-501, Set./Dez. 2007. Disponível em: <http://www.scielo.br/pdf/prod/v17n3/a07v17n3.pdf>. Acesso 10/11/2014.
FIGUEIREDO, Thiago Gomes. Metodologia seis sigma como estratégia para redução de custos: estudo de caso sobre a redução de consumo de óleo sintético na operação de usinagem. TCC na Universidade Federal do Rio Grande do Sul, RS, 2006. Disponível em: <http://www.ufjf.br/ep/files/2014/07/2006_3_Thiago.pdf>. Acesso 10/11/2014.
HARRY, M. J. Six Sigma: a breakthrough strategy for profitability. Quality Progress, p. 60-65, Mai 1998.
KESSLER, R. A implantação do Seis Sigma em organizações: motivações de escolha e resultados obtidos.113f. Dissertação de Mestrado, Universidade Federal do Rio Grande do Sul, RS, 2004. Disponível em: <http://www.lume.ufrgs.br/bitstream/handle/10183/5906/000433324.pdf>. Acesso 10/11/2014.
PANDE, P.S. et al. Estratégia Seis Sigma: como a GE, a Motorola e outras grandes empresas estão aguçando o seu desempenho. Rio de Janeiro: Qualitymark, 2001.
PARIS, Wanderson S. MATERIAL DE APOIO DOS SEMINÁRIOS - Ferramentas da Qualidade. Curitiba, 2002. Disponível em: <http://torresnetworking.com/Ibpex/Ferramentas_da_Qualidade.pdf>. Acesso 10/11/2014.
PETENATE, A. J; Petenate, M. M.; Santos, V. F. M.; Petenate, G. M; Santos, M. F M. Ferramentas da Qualidade. Uma abordagem prática para reduzir custos e defeitos em sua organização defeitos em sua organização sua organização. Disponível em: <http://www.edti.com.br/wp-content/uploads/2013/11/FerramentasQualidade.pdf>. Acesso 10/11/2014.
MONTEGOMERY, Cynthia A & Porter, M. – ESTRATÉGIA, A busca da vantagem competitiva – Rio de Janeiro, Editora Campus, 1998.
RENGEL, E.; Pereira, M.G.; Hoffmann, M.R. e Oliveira, P.E.C. Seis-Sigma. Uma ferramenta contra falhas, 2006. Disponível em: < http://www.ogerente.com.br/qual/dt/qualidade-dt-6sigma_ferramenta_falhas.htm>. Acesso em: 10/11/2014.
RISSI, L. A.. Aplicação da metodologia 6 sigma para resolução do problema da falta de acurácia no estoque de uma empresa. TCC, Escola de Engenharia de São Carlos, Universidade de São Paulo, São Paulo, 2007. Disponível em: <http://www.tcc.sc.usp.br/tce/disponiveis/18/180830/tce-31052010-094813/publico/Rissi_Leandro_Antonio.pdf>. Acesso 10/11/2014.
SOUZA, L. F. N.; Elias, F. M.; Vetter, N. V.; Santos, R. M.; Thiago T. S. Seis Sigma – Qualidade com lucratividade. SEGeT – Simpósio de Excelência em Gestão e Tecnologia, 2007. Disponível em: <http://ww.aedb.br/seget/artigos07/1419_Seis%20Sigma%20-%20Qualidade%20com%20lucratividade.pdf>. Acesso em: 10/11/2014
1 Prof. do Curso de Engenharia de Produção, FACCAT, RS. Doutorando do Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e de Materiais – PPGE3M. Email: luizab@tca.com.br
2. Prof. do Curso de Engenharia de Produção, FACCAT, RS. Doutorando do Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e de Materiais – PPGE3M. Email: ademirdreger@hotmail.com
3. Mestrando do Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e de Materiais – PPGE3M. Email: gilvaniom@gmail.com
4. Coordenadora LAPOL - Laboratório de Materiais Poliméricos, PPGE3M, UFRGS. Universidade Federal do Rio Grande do Sul – UFRGS, Porto Alegre – RS – Brasil. Email: ruth.santana@ufrgs.br